




James,
You are doing exactly what you should be, but do look closer at what you are taking apart.
I bought my lathe brand new, and had it installed in my shop before I could have a chance to give it a going over.
I soon got into my inspection mode, and many things started to come to light on the surface, I didn't even get chance to start to really strip things down before I had totally rejected the lathe and threatened the supplier with legal action.
One of the first things I did was go through the brochure, then checked if what they said there matched what I was seeing with my own eyes, there were a few obvious discrepancies, such as being able to get the cutting tool close enough to the spindle to even cut.
Take pictures of anything you find wrong, then tell the supplier to bend over so you know where to stuff the machine.
Here are just a few of the things I found wrong.
Casting damage hiding under the toolpost.

A very bad ding on the main slideway

A crushed DRO cable

A damaged cable covered up with a bit of tape

Incorrect shaft lengths, these should all look the same as the top one
A chuck guard that was definitely too small, I couldn't reach the outer edge of the faceplate with a cutter with it closed down

A leaking spindle oil seal

Too many paint faults to show, here are just a few



A real major problem that will most probably affect a lot of new lathes, the spiral spring lead screw cover

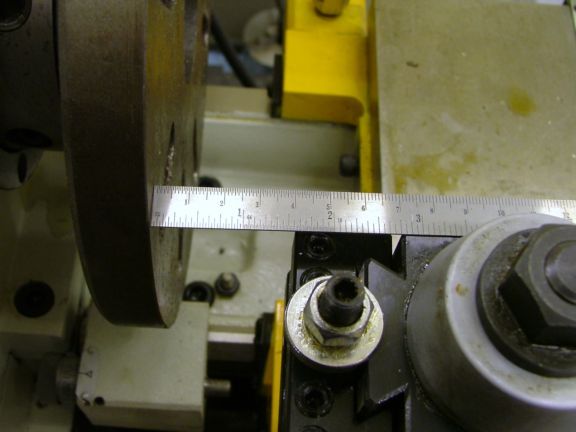
If you have one of these fitted, just try a little experiment. Fit your faceplate, and move the saddle until the spring cover is fully collapsed at the left hand side, then measure just how far away your toolpost is from the faceplate. You should at least be able to get a correctly mounted tool to touch the plate. Here was mine with the topslide fully forwards. As can be seen, the nearest I can get is about 1.5" away. OK if using a boring bar, but no use with any other mounted tools.
Beginners would most probably never notice things like this until they had had the lathe for a while, when they start to experiment with faceplate work.
What happened?
I threatened with legal action if things on a newly supplied machine were to the same standards as this one.
A couple of weeks later I was invited to the factory where they showed me the mods on a new machine they had done to my specifications, I was then happy.
A couple of days later, the old machine was taken away by the supplier and the new machine was uncrated and fitted in it's place, all fully adjusted to perfection plus a few extras as a sweetener, such as a spare 3 jaw and some very nice tooling as well, and a promise that if anything went wrong, within reason, they would sort things out straight away. Well out of guarantee, one of the start caps started to play up. Early next morning I had a brand new complete motor delivered by courier, FOC, and I was told to keep the old one. I haven't repaired it yet as I have a 3phase and inverter to be fitted, so it will most probably never get done. Anyone need a motor that just needs a start cap?
So if you do find ANYTHING major, complain and threaten 'fit for purpose', miracles start to happen.
John
You are doing exactly what you should be, but do look closer at what you are taking apart.
I bought my lathe brand new, and had it installed in my shop before I could have a chance to give it a going over.
I soon got into my inspection mode, and many things started to come to light on the surface, I didn't even get chance to start to really strip things down before I had totally rejected the lathe and threatened the supplier with legal action.
One of the first things I did was go through the brochure, then checked if what they said there matched what I was seeing with my own eyes, there were a few obvious discrepancies, such as being able to get the cutting tool close enough to the spindle to even cut.
Take pictures of anything you find wrong, then tell the supplier to bend over so you know where to stuff the machine.
Here are just a few of the things I found wrong.
Casting damage hiding under the toolpost.
A very bad ding on the main slideway
A crushed DRO cable
A damaged cable covered up with a bit of tape
Incorrect shaft lengths, these should all look the same as the top one
A chuck guard that was definitely too small, I couldn't reach the outer edge of the faceplate with a cutter with it closed down
A leaking spindle oil seal
Too many paint faults to show, here are just a few
A real major problem that will most probably affect a lot of new lathes, the spiral spring lead screw cover
If you have one of these fitted, just try a little experiment. Fit your faceplate, and move the saddle until the spring cover is fully collapsed at the left hand side, then measure just how far away your toolpost is from the faceplate. You should at least be able to get a correctly mounted tool to touch the plate. Here was mine with the topslide fully forwards. As can be seen, the nearest I can get is about 1.5" away. OK if using a boring bar, but no use with any other mounted tools.
Beginners would most probably never notice things like this until they had had the lathe for a while, when they start to experiment with faceplate work.
What happened?
I threatened with legal action if things on a newly supplied machine were to the same standards as this one.
A couple of weeks later I was invited to the factory where they showed me the mods on a new machine they had done to my specifications, I was then happy.
A couple of days later, the old machine was taken away by the supplier and the new machine was uncrated and fitted in it's place, all fully adjusted to perfection plus a few extras as a sweetener, such as a spare 3 jaw and some very nice tooling as well, and a promise that if anything went wrong, within reason, they would sort things out straight away. Well out of guarantee, one of the start caps started to play up. Early next morning I had a brand new complete motor delivered by courier, FOC, and I was told to keep the old one. I haven't repaired it yet as I have a 3phase and inverter to be fitted, so it will most probably never get done. Anyone need a motor that just needs a start cap?
So if you do find ANYTHING major, complain and threaten 'fit for purpose', miracles start to happen.
John
Last edited:




