- Joined
- Jun 24, 2010
- Messages
- 2,361
- Reaction score
- 931
Peter,...For your type of scale mount, I would suggest you go down to the local model shop and get some linkage ball end fittings to connect the quill to the scale, they will get you over the quill rotation problem.John
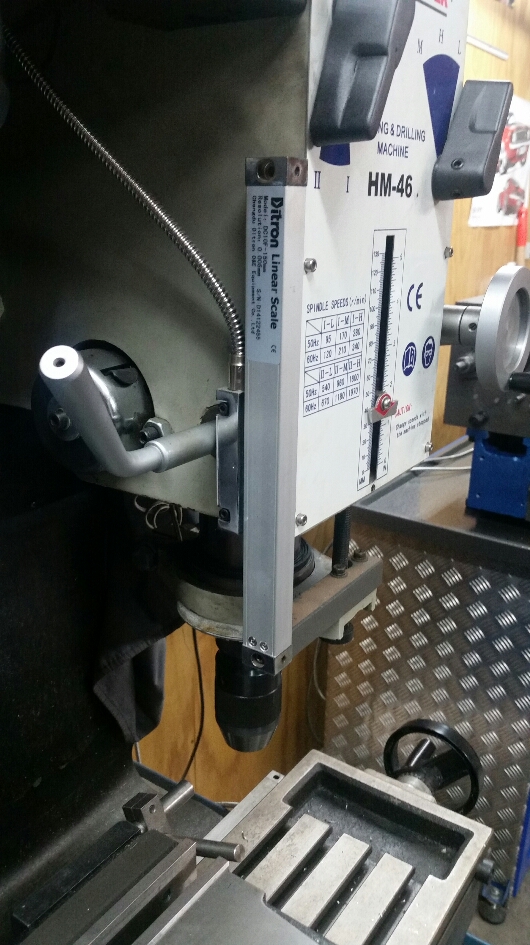
Finally got around to mocking up my bracket. My tailstock casting has kind of a slight tapered crown. But when I make the side ears like so, the DRO/scale is nice & square & visible, doesn't hit the turn wheel etc. The backside vertical plate has 3 threaded holes for bolts to secure it in position set-screw mode for now. I'm not keen on drilling holes quite yet.
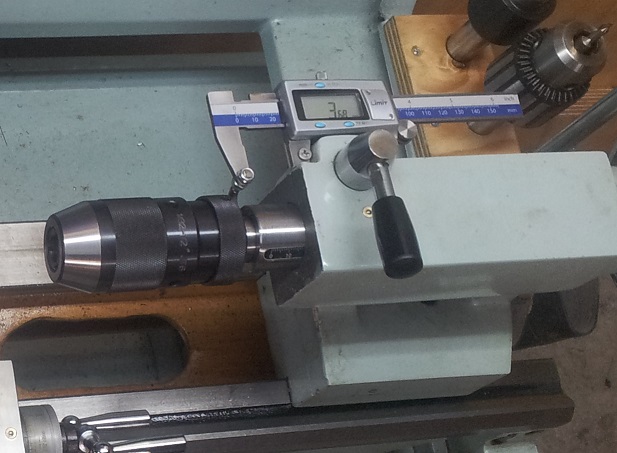
Now the issue I think John is referring to. The barrel has a very slight amount of rotational play, I suspect from the keyway gap. Not a lot but enough that I worry if I mount the DRO assembly firm & to the barrel plate, it will probably impart torque to the extended scale & that cant be good. So yes, I see the need for some sort of 'universal joint'.
I'm totally aware of RC ball links & all their variations. But I'm not quite clear how to mount it. The problem I see is the (ever so slightly) rotating barrel wants to translate this into an extended arc at the mounting bracket. So for example a vertical mount bolt with a ball joint isn't really accommodating this motion? Any clarification or suggestions welcome.