- Joined
- Jun 24, 2010
- Messages
- 2,361
- Reaction score
- 931
I have a rather dumb question. At minimum it should give some of you experienced machinists a good chuckle as you enlighten me. 
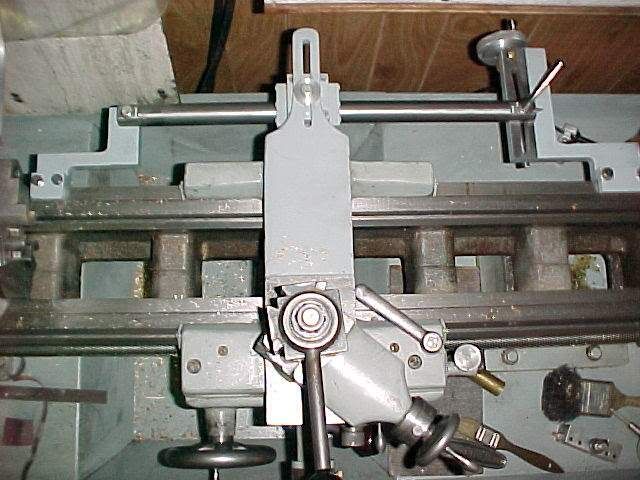
My 14x40 lathe, an older vintage but similar to one shown in the pic, did not come with a taper attachment. I looked into purchasing the attachment through the vendor here in Canada & they were quite fussy about not selling it as an independant unit, claiming it could only be ordered with a new lathe from the outset. I assumed this was just a marketing ploy. They werent too specific other than saying it caused them customer problems in the past so as a policy, didn't offer it. Perhaps there was some legit, specific modifications required of the bed or cross slide mechanism or whatever. I could probably get one out of the States as the lathe design looks pretty standard, but I also found some similar web discussion where others mentioned the same thing or had some difficulties retrofiting their (similar) lathe.
Ideally I'd like to do turn occasional tapers longer than my compound will travel (~3"?)...say 10-12" max. So, onto the question...
Is there any merit to this idea: Make/buy a dovetail slide similar to the pic, but with a typical turn screw to feed motion & simple bit holding toolpost. Temporarily remove the lathe compound. Replace with the longer slide, set at desired angle & traverse the taper cut just like it was a big compound.
One downside is the ends of a longer new slide may not be in contact (fully supported) by the lathe cross table, but maybe still rigid enough? I dont like the price of that particular slide, but maybe if the concept is ok, I could find something used, or make something comparable, or utilize those dual rod slider assemblies like on homebew CNC's? I would also be foregoing power feed like on a regular taper attachment, but maybe an acceptable tradeoff for less mounting rigamarole & cost? Ultimately it just translates motion to the cross slide anyway. What do you think?



My 14x40 lathe, an older vintage but similar to one shown in the pic, did not come with a taper attachment. I looked into purchasing the attachment through the vendor here in Canada & they were quite fussy about not selling it as an independant unit, claiming it could only be ordered with a new lathe from the outset. I assumed this was just a marketing ploy. They werent too specific other than saying it caused them customer problems in the past so as a policy, didn't offer it. Perhaps there was some legit, specific modifications required of the bed or cross slide mechanism or whatever. I could probably get one out of the States as the lathe design looks pretty standard, but I also found some similar web discussion where others mentioned the same thing or had some difficulties retrofiting their (similar) lathe.
Ideally I'd like to do turn occasional tapers longer than my compound will travel (~3"?)...say 10-12" max. So, onto the question...
Is there any merit to this idea: Make/buy a dovetail slide similar to the pic, but with a typical turn screw to feed motion & simple bit holding toolpost. Temporarily remove the lathe compound. Replace with the longer slide, set at desired angle & traverse the taper cut just like it was a big compound.
One downside is the ends of a longer new slide may not be in contact (fully supported) by the lathe cross table, but maybe still rigid enough? I dont like the price of that particular slide, but maybe if the concept is ok, I could find something used, or make something comparable, or utilize those dual rod slider assemblies like on homebew CNC's? I would also be foregoing power feed like on a regular taper attachment, but maybe an acceptable tradeoff for less mounting rigamarole & cost? Ultimately it just translates motion to the cross slide anyway. What do you think?