Long time no post, but I have finally started some modelling projects that involve machining.
I have aquired a light Heiz CNC mill/router with a Kress spindle. I hope that this is a setup suitable for relatively light, mostly cosmetic jobs.
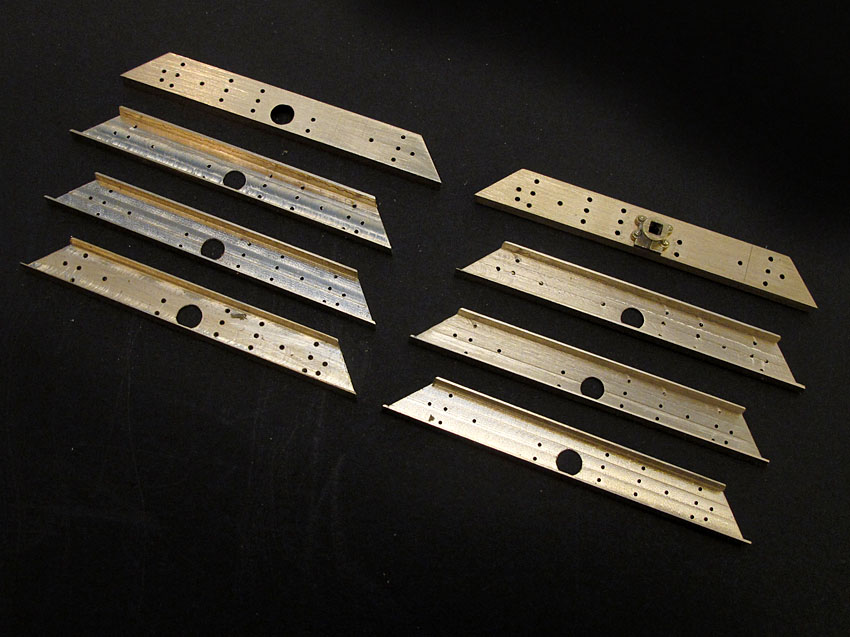
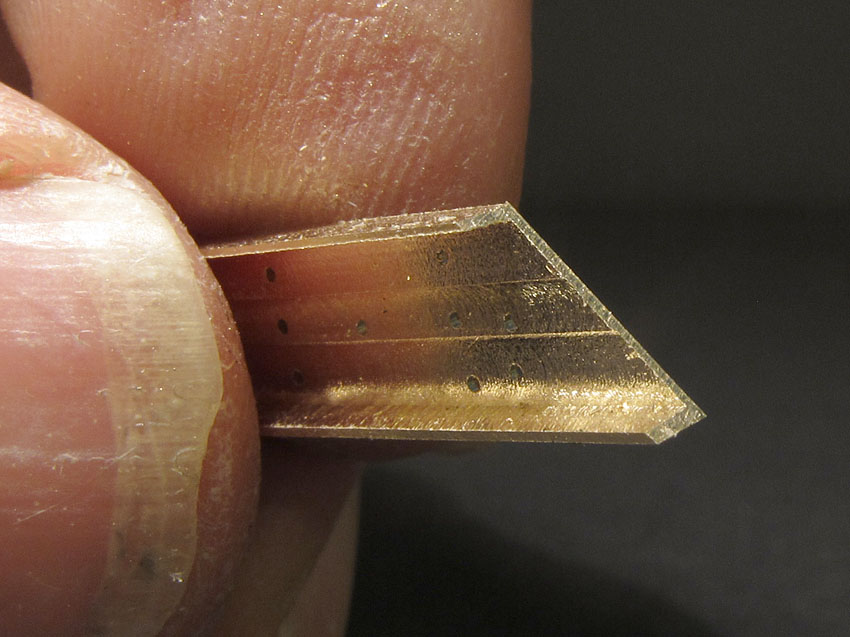
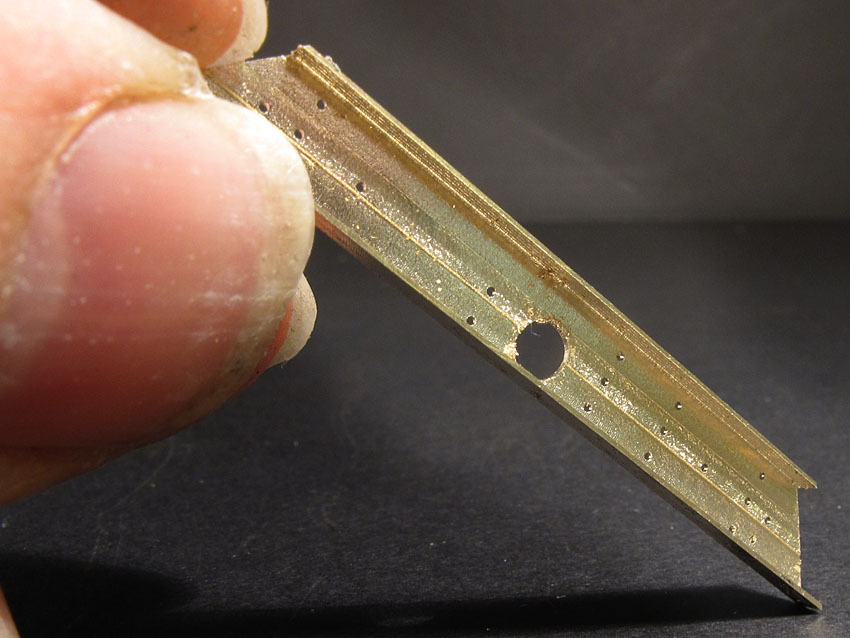
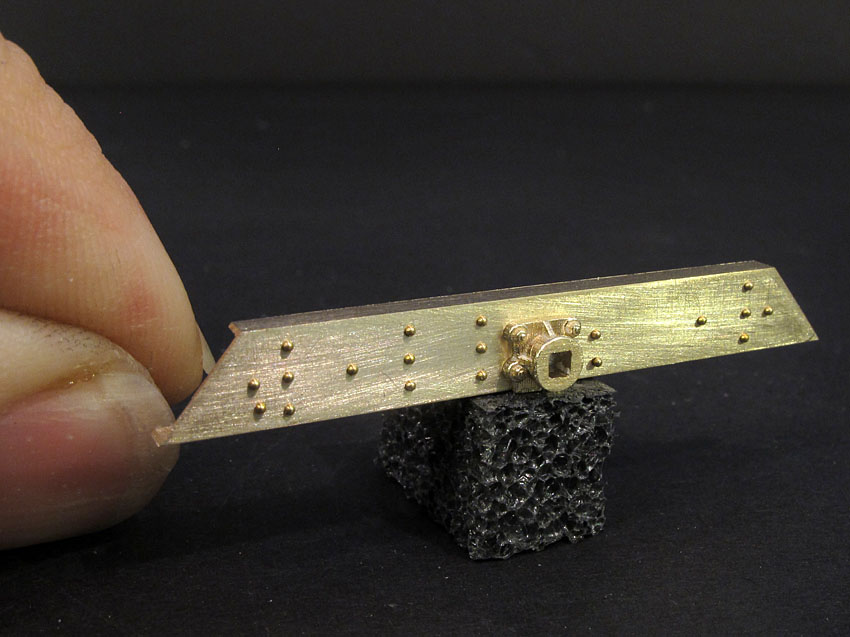
The most important thing for me is surface finish. I have made some test pieces in CZ120 engraving brass, but I am not satisfied with the results.
I used a "fishtail" 3mm 2-flute carbide cutter at around 12500RPM, and a feed speed of around 10 cm/sec. No cutting fluid. 0,4mm deep cuts.
How does that sound?
Any suggestions for getting a better finish? I want to get as possible to a smooth finish with no machining marks.
All comments are welcome!
Best regards, Hauk
http://trainspast.wordpress.com/
I have aquired a light Heiz CNC mill/router with a Kress spindle. I hope that this is a setup suitable for relatively light, mostly cosmetic jobs.
The most important thing for me is surface finish. I have made some test pieces in CZ120 engraving brass, but I am not satisfied with the results.
I used a "fishtail" 3mm 2-flute carbide cutter at around 12500RPM, and a feed speed of around 10 cm/sec. No cutting fluid. 0,4mm deep cuts.
How does that sound?
Any suggestions for getting a better finish? I want to get as possible to a smooth finish with no machining marks.
All comments are welcome!
Best regards, Hauk
http://trainspast.wordpress.com/
Last edited: