rake60
Well-Known Member
- Joined
- Jul 8, 2007
- Messages
- 4,756
- Reaction score
- 124
The recent thread on HSS tool grinding has set me to thinking about my
own home shop lathe tooling.
I can grind a tool from HSS that I'd put up against any others.
Do I use them as my primary tools? No....
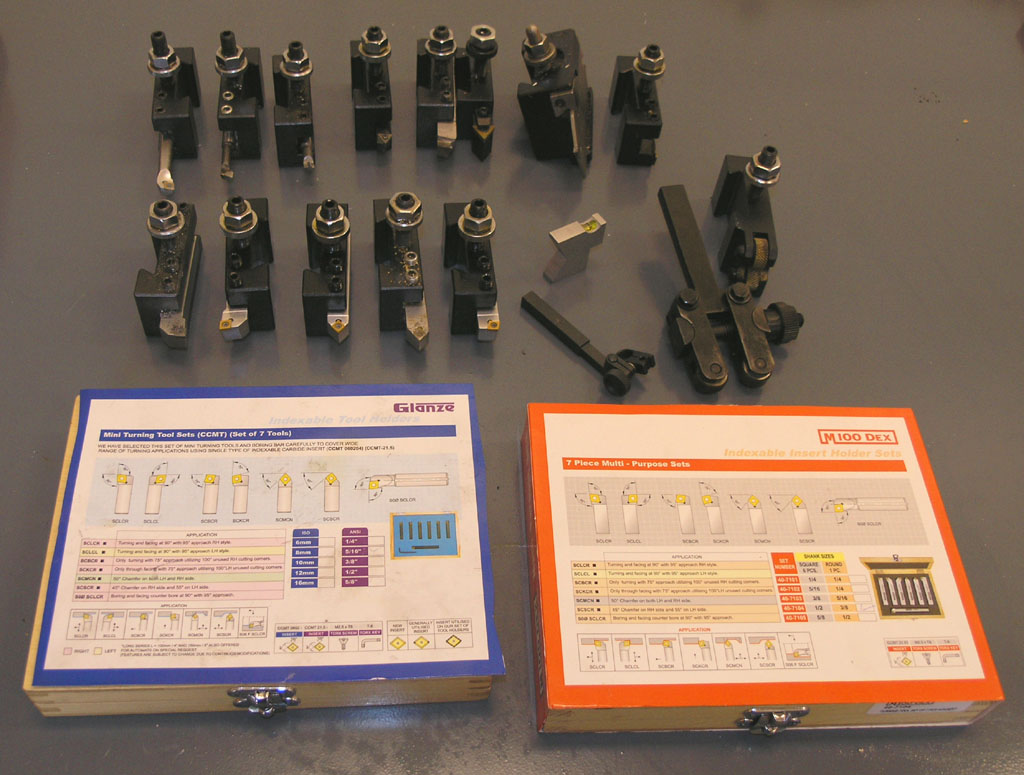
I own a full set of carbide insert tools.

First choice for the lathe? Not really...
My first choice is the brazed carbide bit tool at the top of this picture.

Yes there are a few HSS tools below them, but when it come to the
bull work the brazed bits are what I depend on.
Now you can tell me about a tool that will take 1/8" depth of cut on a
9 X 20 lathe, and I will be sure to file that information in an appropriate place.
(The east river is running high tonight, so it shouldn't have any lasting environmental impact.)
But seriously, What tooling do YOU actually use at home in your lathe?
Rick
own home shop lathe tooling.
I can grind a tool from HSS that I'd put up against any others.
Do I use them as my primary tools? No....
I own a full set of carbide insert tools.
First choice for the lathe? Not really...
My first choice is the brazed carbide bit tool at the top of this picture.
Yes there are a few HSS tools below them, but when it come to the
bull work the brazed bits are what I depend on.
Now you can tell me about a tool that will take 1/8" depth of cut on a
9 X 20 lathe, and I will be sure to file that information in an appropriate place.
(The east river is running high tonight, so it shouldn't have any lasting environmental impact.)
But seriously, What tooling do YOU actually use at home in your lathe?
Rick