- Joined
- Dec 5, 2009
- Messages
- 510
- Reaction score
- 47
Hi guys,
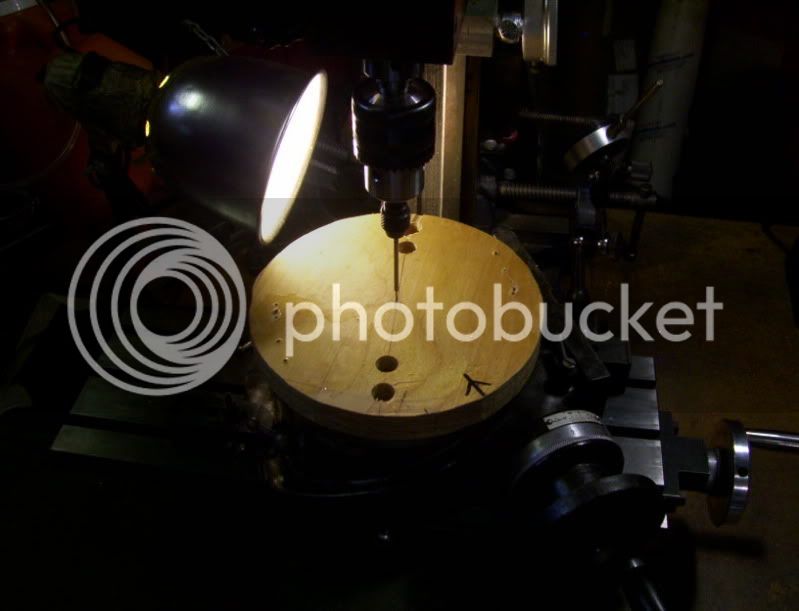
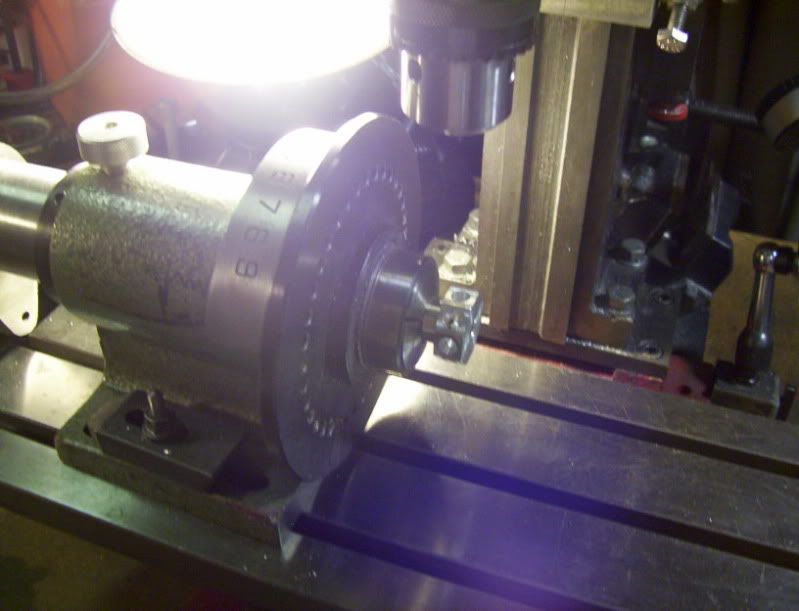
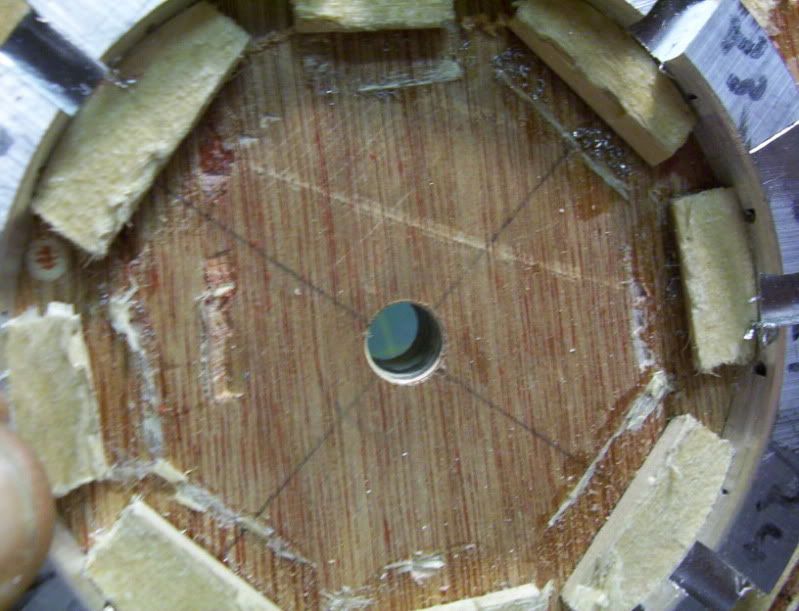
Here is a quick tip for rotary table faceplates,
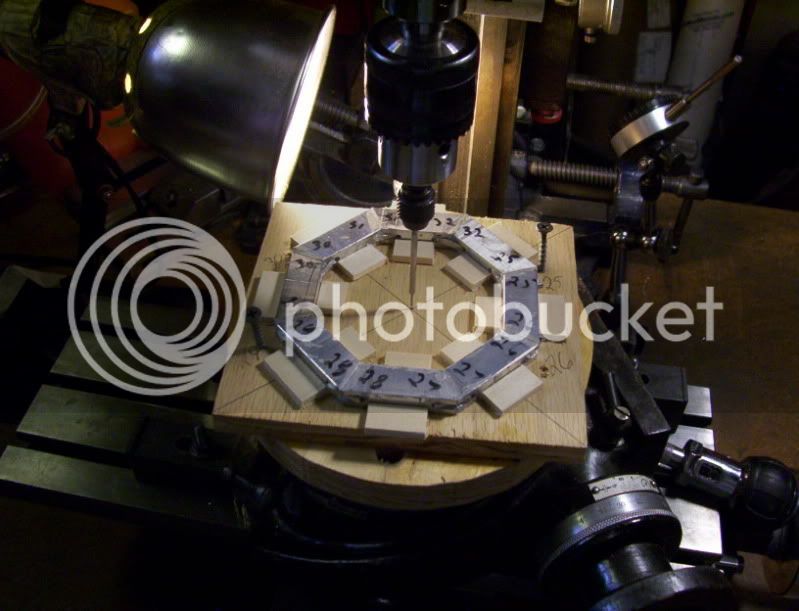
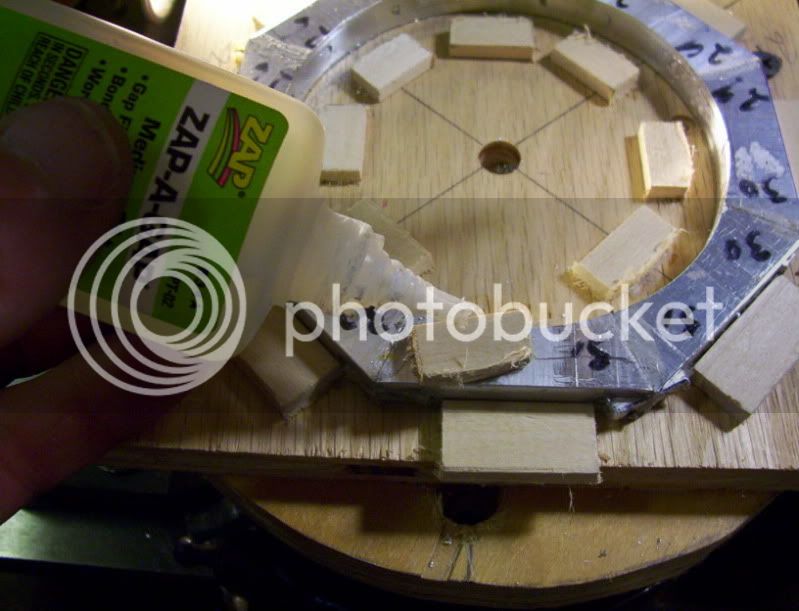
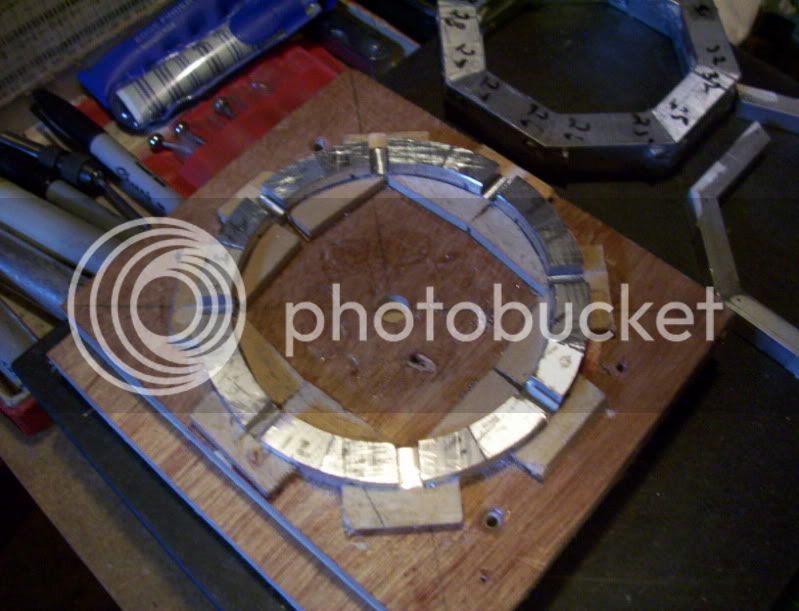
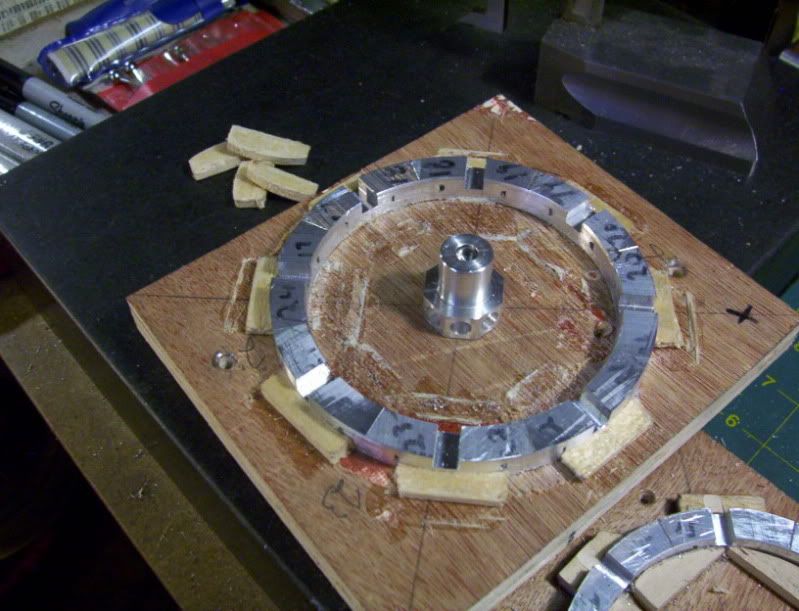
I have found that making a faceplate out of construction grade plywood, 1/2" to 3/4" thick works really well, as right now I am in the process of batching out scratch built flywheels, so I make a seperate plywood baseplate for each one, that holds all the work pieces in place, (these same baseplates are used as assembly jigs as well for each flywheel) then using double stick tape, and gluing on wood stops to make everything secure, than I line it on center on the rotary table plywood faceplate, and I can then screw it down to prepare for machinework.
When thats done I take the next one and repeat the process, it saves a lot of time and material by using scrap wood blanks, wich with wood faceplates there is no tapping for holes, as with metal faceplates, but things can be screwed with drywall screws right in place.
I have found that wood jigs are really a good way to go for a lot of light machine work.
Here is a quick tip for rotary table faceplates,
I have found that making a faceplate out of construction grade plywood, 1/2" to 3/4" thick works really well, as right now I am in the process of batching out scratch built flywheels, so I make a seperate plywood baseplate for each one, that holds all the work pieces in place, (these same baseplates are used as assembly jigs as well for each flywheel) then using double stick tape, and gluing on wood stops to make everything secure, than I line it on center on the rotary table plywood faceplate, and I can then screw it down to prepare for machinework.
When thats done I take the next one and repeat the process, it saves a lot of time and material by using scrap wood blanks, wich with wood faceplates there is no tapping for holes, as with metal faceplates, but things can be screwed with drywall screws right in place.
I have found that wood jigs are really a good way to go for a lot of light machine work.