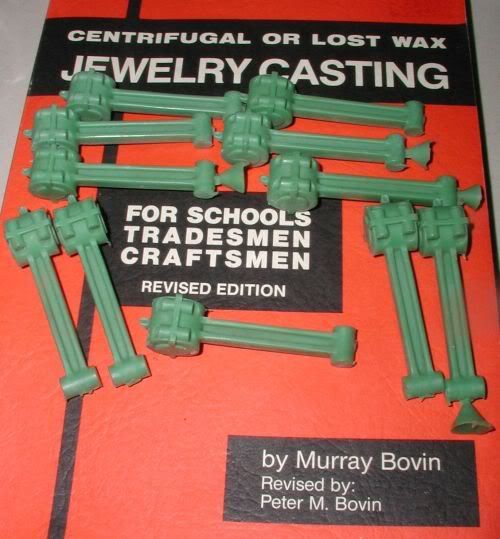
Little more work on sprues before attaching to base. Wish hadn't done such a sloppy job. Got fears hunks of investment will be left after burnout that can be washed into casting when pouring
Base taped on and holes taped over with cheap electrician tape to keep investment from leaking out while pouring.
Found some good information at Ransom-Randolph site on investment.
They told about using rubber disk for mixing investment. Made one and was quite impressed at how well it worked and didn't seem to pull any air into mix. Also site has nice calculator for figuring out how much mix and proportions needed.
http://www.ransom-randolph.com/English_measure_calculator_worksheet_jewelry.xls
Mixing with drill press turning about 760 rpm.
Vacuum after mixing about 4 minutes to remove air in mix.
Second vacuuming after pouring in flask.
Vacuum pump set up. Two vacuum chambers one made from used kitchen canner and the other one from capped aluminum pipe.
Ready for burnout.
Had bought investment at rock shop. Was a mistake as the investment is old. The gloss over time was about 4 minutes over what is called for. Next time will buy from jeweler supply place that sells more.
Burn out oven. Vacuum cleaner can, soft fire bricks with slots cut for wire and heating element from an electric furnace.










")