Hello Sid:
How many passes are you taking and at what depths?
You should take no more than a .005" depth of cut (DOC) maximum for your first pass or two depending upon the total thread depth. Then reduce the DOC as you progress, finishing with .001" and taking several 'free passes' or no infeed along the way to remove the spring in your set-up. The average thread will require anywhere from 15 to 25 passes to complete depending on the material and thread depth, etc.
For example: 3/8"-16 NC 3A
DOT = .0406" (This is the single depth of thread.)
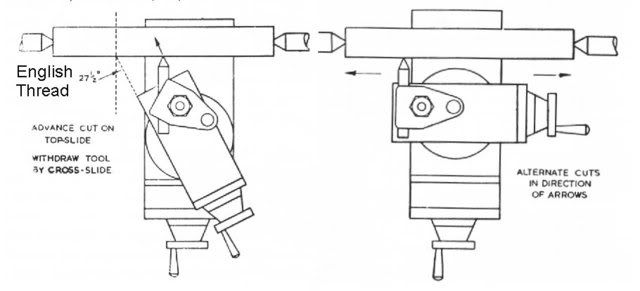
[DOC= .75/N] where: DOC= Depth Of Cut with Compound Rest at 30 Degrees, N= No. of TPI or
[DOC= .7463/N] where: DOC with Compound Rest at 29.5 Degrees from perpendicular to lathe axis.
Just using DOC 30 Degrees= .75/N = .75/16 =.0469" call it .047" total compound rest infeed. Break this down into 15 to 20 passes. You reduce the DOC based upon the thickness of the chip as you progress.
As a general rule, I will subtract .005"-.008" from the calculated DOC applied with the compound rest and remove this amount before measuring the pitch diameter with wires. (In the 3/8"-16 NC 3A example, I would remove .042" with the compound rest.) The thread is then finished by feeding in the remainder with the cross slide straight in .001" at a pass. This will then clean up both flanks of the thread. By applying the finish cuts with the cross slide, you now have a direct relationship with the cross slide micrometer collar and the thread's pitch diameter measured with the wires. If you are using a gauge or a mating part, I use the same procedure taking .001"/ pass with the cross slide until the desired fit is achieved. In both cases it is vital to take several free passes with no infeed to compensate for spring and deflection in the part/ work/ set-up. It is important to note that your infeed with the cross slide will be more than .005" that you stopped short on the compound because you are now feeding with the cross slide at 90 degrees and it depends how your dial read (diameter or radial reduction) as to what that total will be.
This is very confusing for a beginner because there is a lot going on and many variables. The best advice I can give is to understand the process thoroughly, have a plan and practice, practice, practice. There is a great deal of hand-eye coordination that needs to be developed for successful single point threading on the lathe and like any worthwhile skill, takes practice to develop.
Regards,
Mike