




Cedge
Well-Known Member
- Joined
- Jul 12, 2007
- Messages
- 1,730
- Reaction score
- 29
Just a couple of quick tricks I remembered to shoot while using them. Hope they help someone.
The first is my way around making a rear tool post for cut off operations. Every machinists board has at least one tip about running the spindle in reverse and cutting off from the rear side of the machine. The idea is to eliminate the tool digging in and being pulled under the work piece, causing headaches. I use a T shaped cut off blade which helps keep swarf from wedging in the sides of a cut, but it still happens and can stop the action quickly on a small machine. The solution I use is to invert the cutter in the front tool holder and run the machine in reverse. Why?..... easy enough.... gravity works in my favor. The chips simply fall out of the cut instead of collecting on top of the blade. If the machine flexes, it raises the blade against the gibs which is much more forgiving than downward pressure. Fast cut offs and no jamming from swarf.... works for me...(grin)

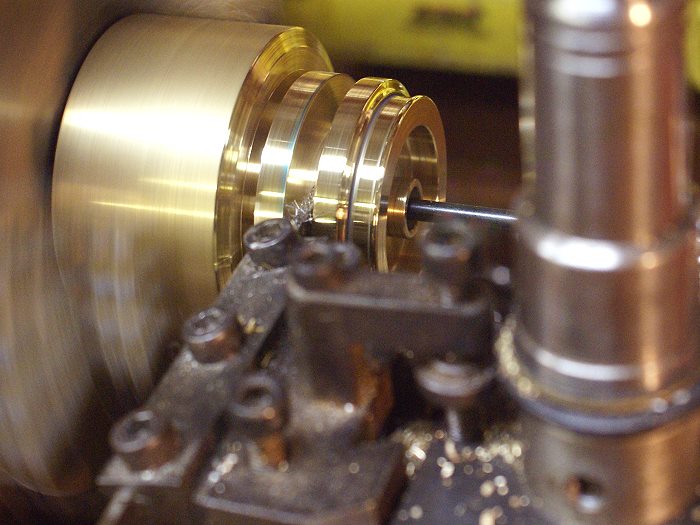
The second is so obvious that new guys often miss it. Cutting off a part often means digging it out of the swarf pile beneath the lathe. Don't even pretend it hasn't happened to you. If the part has been drilled, I stick a small (much smaller than the hole) transfer punch in the tail stock drill chuck and slide it inside the hole. When the cut off is completed, the part will be hanging from the punch with no added dings from bouncing off the ways on its way to the swarf bed.
Why a transfer punch?.... they come in wide a variety of sizes so there is usually one small enough to avoid being cut by the cut off blade and mine sit on the counter within easy reach of the lathe .
When I began these black arts, I had serious issues with centering. After I discovered the Wiggler, most of the problems went away. All but one. I'd secure a piece of round stock vertically in the vice and then struggle trying to hit the high spot on the round surface. I learned to do it, but it was never a confident sure thing. Then came that "DUH!! moment. I ran the wiggler up against the inside of one of the jaws on the vice, zeroed the DRO and then wiggled the other jaw. That measurement is exactly the diameter of the round stock. Divide it by half and run the table to match the measure and you are exactly in the middle of the round metal.

You can then wiggle both sides of the work piece on the X axis, divide by half and Bob's your uncle.... dead centered and ready to go to work

Enjoy
Steve
The first is my way around making a rear tool post for cut off operations. Every machinists board has at least one tip about running the spindle in reverse and cutting off from the rear side of the machine. The idea is to eliminate the tool digging in and being pulled under the work piece, causing headaches. I use a T shaped cut off blade which helps keep swarf from wedging in the sides of a cut, but it still happens and can stop the action quickly on a small machine. The solution I use is to invert the cutter in the front tool holder and run the machine in reverse. Why?..... easy enough.... gravity works in my favor. The chips simply fall out of the cut instead of collecting on top of the blade. If the machine flexes, it raises the blade against the gibs which is much more forgiving than downward pressure. Fast cut offs and no jamming from swarf.... works for me...(grin)
The second is so obvious that new guys often miss it. Cutting off a part often means digging it out of the swarf pile beneath the lathe. Don't even pretend it hasn't happened to you. If the part has been drilled, I stick a small (much smaller than the hole) transfer punch in the tail stock drill chuck and slide it inside the hole. When the cut off is completed, the part will be hanging from the punch with no added dings from bouncing off the ways on its way to the swarf bed.
Why a transfer punch?.... they come in wide a variety of sizes so there is usually one small enough to avoid being cut by the cut off blade and mine sit on the counter within easy reach of the lathe .
When I began these black arts, I had serious issues with centering. After I discovered the Wiggler, most of the problems went away. All but one. I'd secure a piece of round stock vertically in the vice and then struggle trying to hit the high spot on the round surface. I learned to do it, but it was never a confident sure thing. Then came that "DUH!! moment. I ran the wiggler up against the inside of one of the jaws on the vice, zeroed the DRO and then wiggled the other jaw. That measurement is exactly the diameter of the round stock. Divide it by half and run the table to match the measure and you are exactly in the middle of the round metal.
You can then wiggle both sides of the work piece on the X axis, divide by half and Bob's your uncle.... dead centered and ready to go to work
Enjoy
Steve
")