blackfoxsteam
Active Member
- Joined
- Dec 13, 2011
- Messages
- 28
- Reaction score
- 7
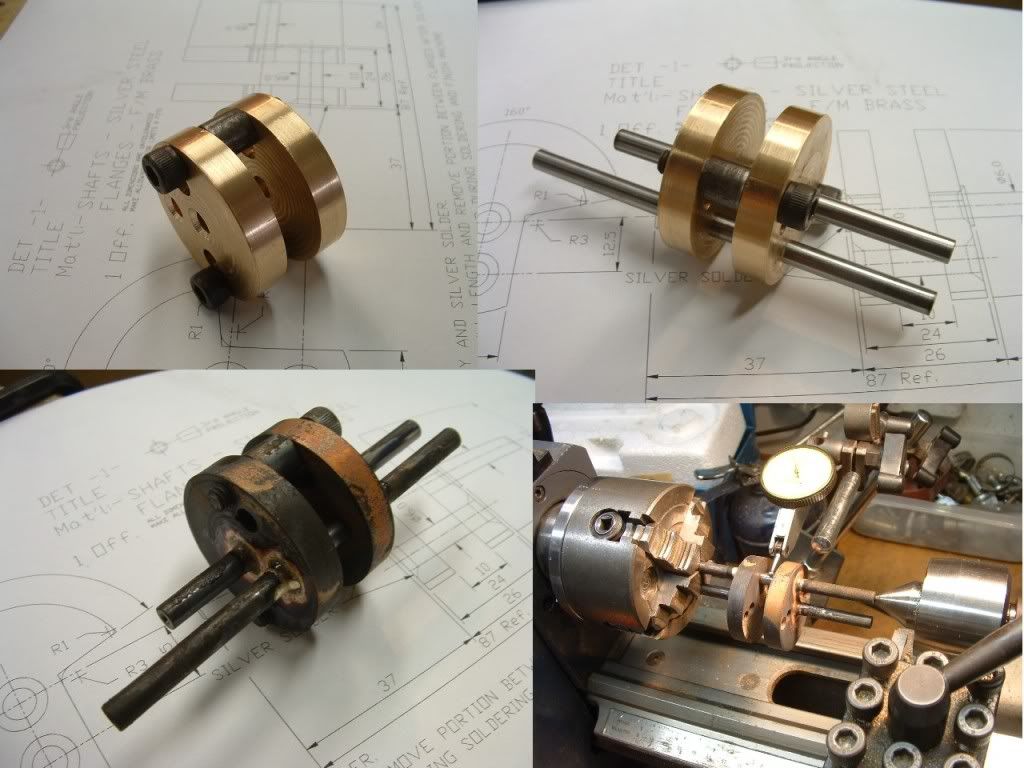
From previous posts it appears silver soldering steel can be difficult if not done correctly. To solder the throws tothe crankshaft I have only a small propane torch that floods out when inverted, some old low temp silver solder with acid flux, and a few steel pieces to learn with. Advice? I see large propane burners for weeds, MAPP units, etc. Do I need oxy-acetelene rig? How hot and how long?