1hand said:
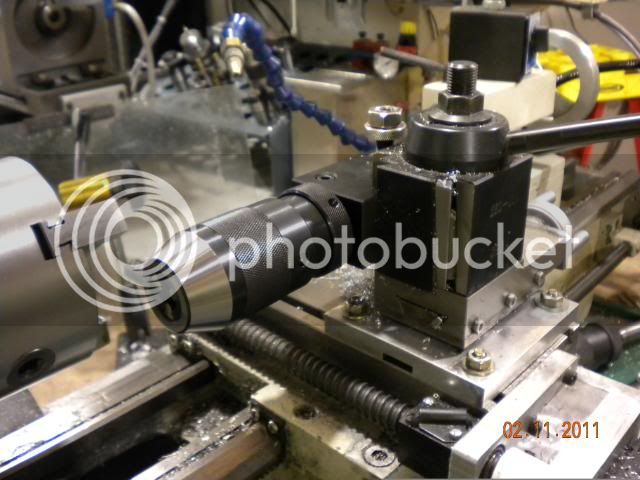
Is Aluminum a suitable material to make a bushing for the boring bar toolholder?
Matt
Matt,
I suppose steel would be a better choice, but I had very little of it, and plenty of aluminium cutoffs.
I noticed a few drawbacks in my al. toolholders in general, and into the toolbar holders in particular.
a) I cannot overtighten the holding screws, especially on the toolholders with the largest slots, because the holder would flex a little, but enough to prevent insertion into the QCTP dovetails. I should have made them fitting some more freely . Not much a problem, anyway: there's no point into overtightening those screws.
b) toolbar holders, once closed, stay closed. I mean, I release the screws and they do not spring open. Solution came through straightening that badly hacksawed slot I had made to allow the insertion of a spare feeler gage of adequate thickness: removing the screws from the top, and inserting one or two of them from the bottom let me push it open again.
c?) never tried a parting tool holder of conventional design made with that al., somehow I did not trust it. All my parting tool holders either have a screwed on cover, or have the blade inserted into a T slot (see the picture I sent on my previous post, they're the 2nd and tyhe fourth from the right, in the top line). Maybe I'm overconcerned, but better safe than sorry.
Marcello