oldengineguy
Well-Known Member
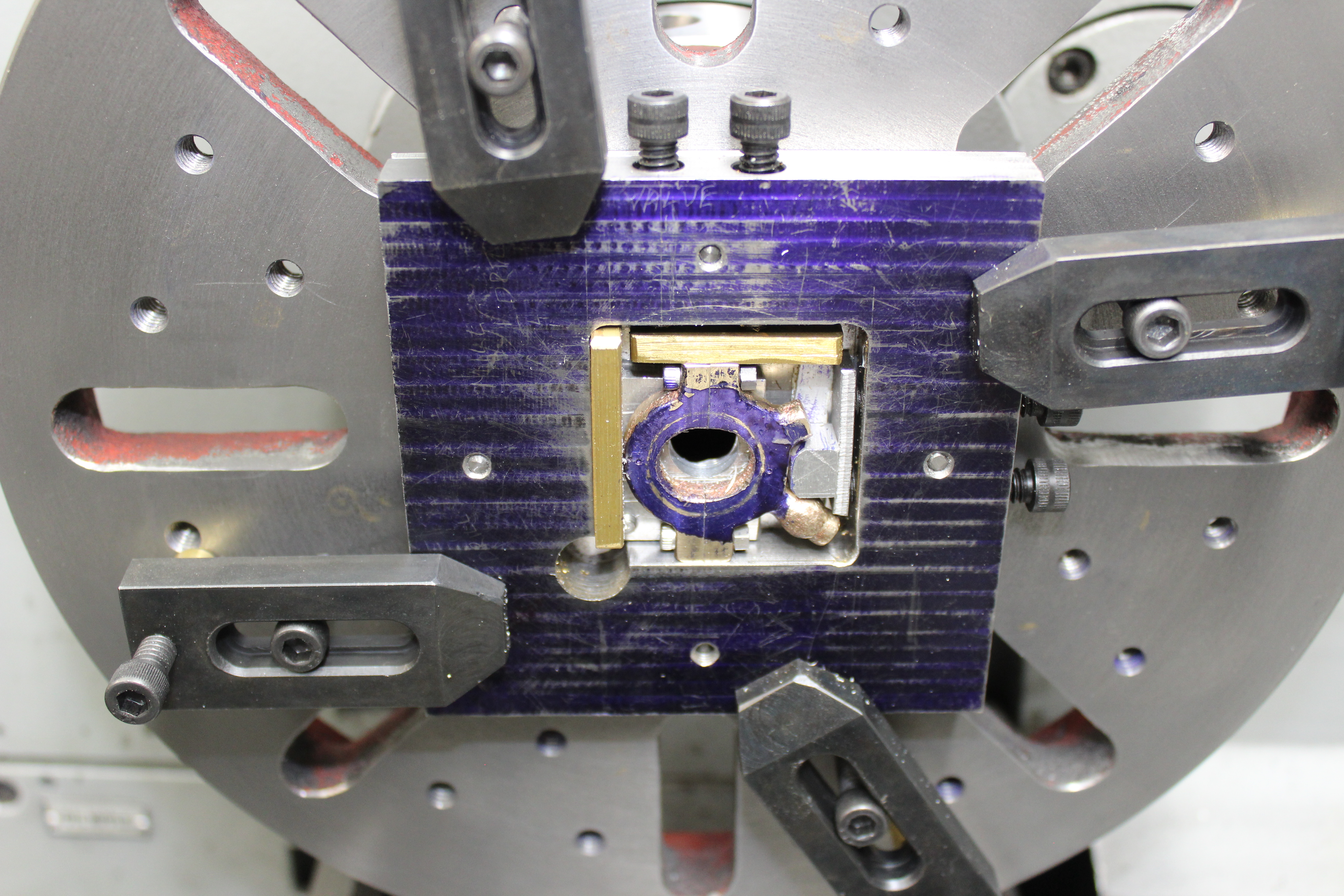
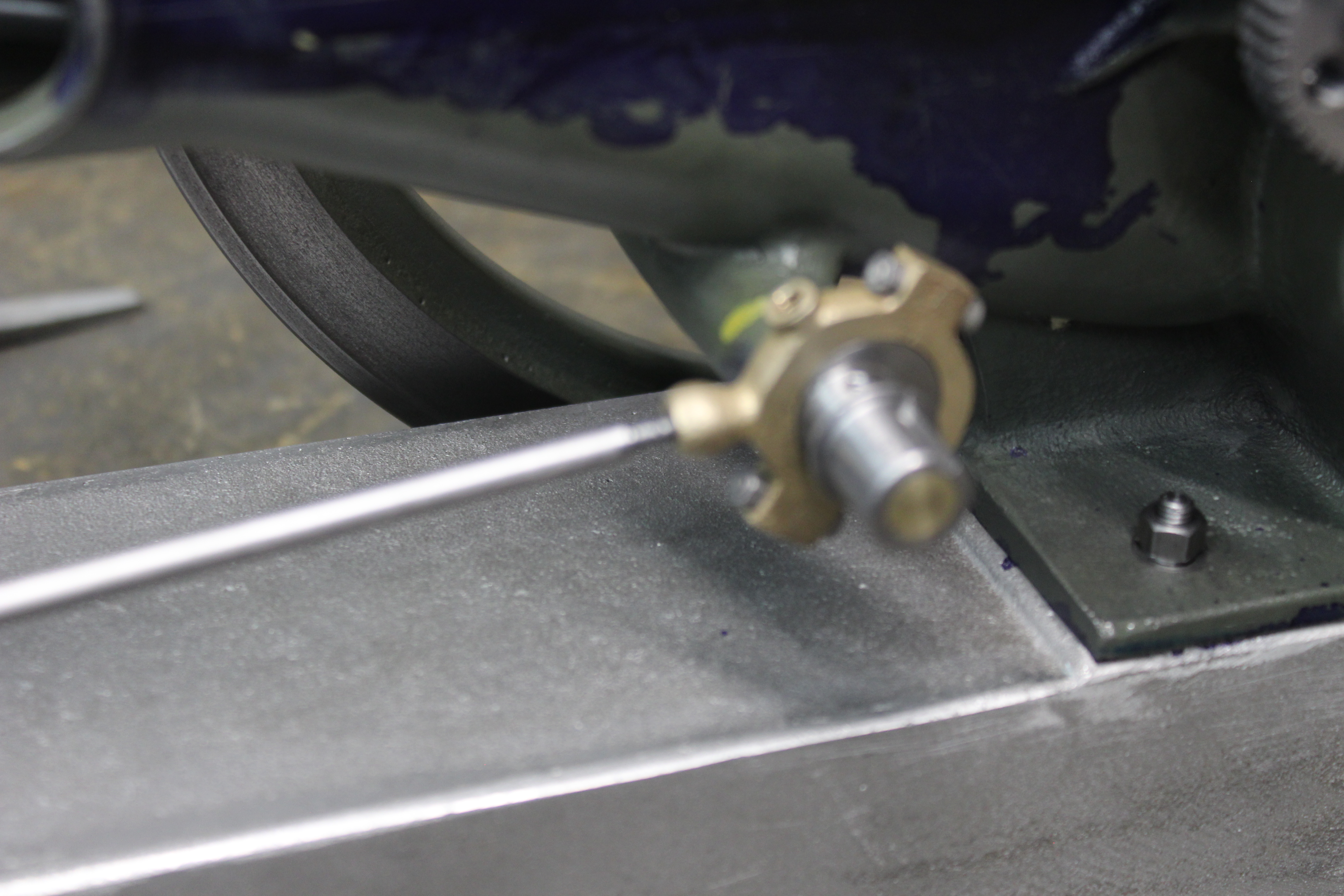
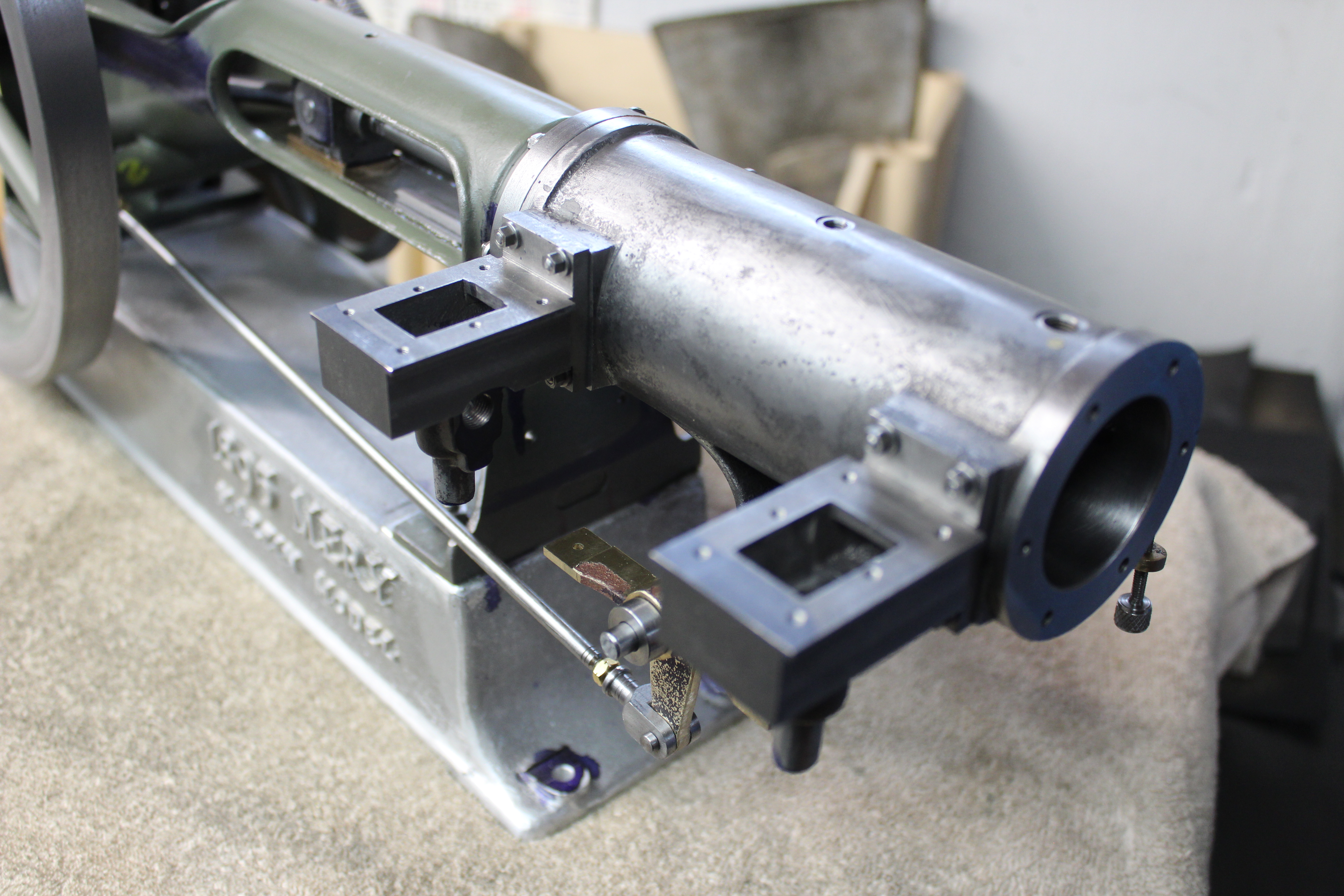
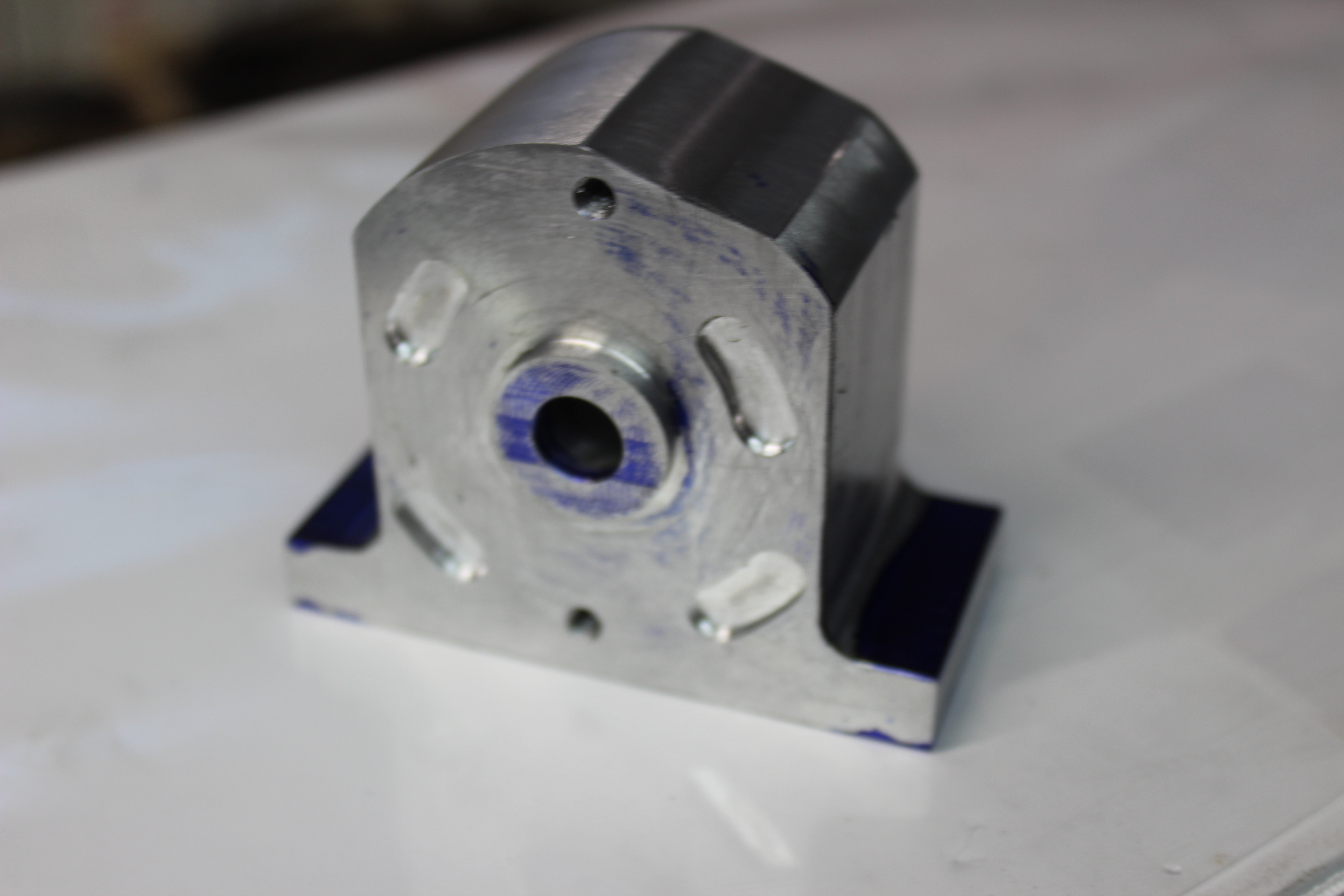
1089 shows the cam gear. Drawing calls for .281 dia. shaft with 1/16 key. I do not have a 1/16 broach so silver soldered a bushing to the shaft then turned to 1/2in. and machined for an 1/8 key which I have a keyway broach for. Kit includes casting for eccentrics ,however it was easier to make these from bar stock. 1091 & 1092 are machining the eccentric straps ready to bore and relieve for locating rib. 1093 is the set-up on face plate to bore the inside diameters of the straps. 1102 shows he set-up to drill the holes in the frame to mount the cylinder. 1103 is the drill guide with holes to locate cyl.-base and cyl.-head joints which are different bolt circles.1105 is the set-up in the lathe to machine the back face of the frame where the cylinder bolts on. This was "tense" machining with no room for error with the mount foot rotating so close to the tool. I put a bar on the ways between the headstock and carriage as well as the clamp -on stop to ensure that tooling could not contact the foot.1107 shows final cosmetic matching of frame to cylinder diameters