




Tony Bird
Senior Member
Hi,
Dixie 2014 Major Overhaul.
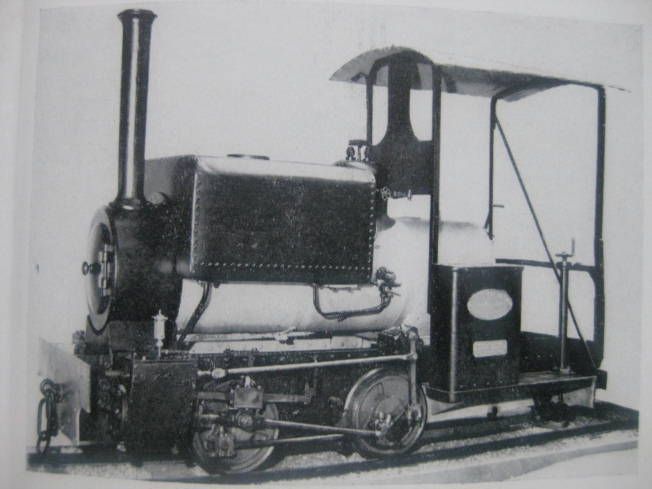
Dixie is a commercial 5 gauge 0-4-0ST narrow gauge model steam locomotive made by a company known as Maxitrak. It is a reasonably close-to scale model of a small contactors locomotive that was made by Kerr Stuart and known as its Wren class. Like its full size prototype Dixie is a very simple locomotive, the steam is not super-heated the boiler having an external steam pipe, it has a cross head and a hand pump but no injector to supply water to the boiler. There is a simple mechanical lubricator to supply oil to the cylinders; the valve gear is Hackworth using slide valves. There is no suspension the driving axle being solid in the frames, the leading axle can pivot giving what is known in the smaller gauges as a three point suspension. Having a solid driving axle means that the valve events wont alter because the axle has moved a problem with the Hackworth system, on full size locomotives it was usually arranged that the driving axle had little movement. Like its larger brother Dixie has a minimum of controls, regulator, blower valve, by-pass valve, reversing lever, whistle and a brake. The locomotives name might have come about because there is a preserved Kerr Stuart Wren class locomotive named Pixie.
Dixie was bought a little over four years ago and was purchased because for its size it is comparatively light. I have two other 5 gauge tank engines which my father and I built many years ago fitted with the usual steel frames and brass tanks, Dixie has aluminium frames, buffer beams and saddle which are cast in one piece. The saddle tank and coal bunkers are also of aluminium which along with its minimal cab saves a lot of weight; this does of course reduce its tractive effort but Dixie is a lot easier to move around. It is only required to pull a couple of adults or an adult and two children and Dixie manages these light loads very well. When driving the lack of sprung suspension is not noticeable.
Dixie is 30 years old being made in 1984, it was I think a part machined kit as the important parts are well made and parts like the brake gear less so. As has been mentioned it was bought four years ago having previously spent about 10 years uncovered in a damp wooden shed, despite having some surface rust it was in fair condition. At some time the locomotive had met with an accident that removed part of the front buffer beam, Dixie was taken apart and cleaned up its general moving parts having been worked on were in reasonably good condition the only real problem being its boiler. When the boiler was tested a couple of the stays in the firebox were found to be leaking; this might have been caused by some water which was still in the boiler freezing in cold winters. No longer having access to suitable welding torches the boiler was sent to Maxitrak for repair and testing which they did and charged only a modest amount.
Like most full size and model 0-4-0s Dixie has a lot of overhang at the footplate and tends to be tail heavy. I have had this problem before where there is a lot more weight on one axle than the other which reduces the locomotives adhesion. So as the front buffer beam was broken a steel buffer beam with a set of heavy dumb buffers was fitted which made the locomotive better balanced. These were the only initial alterations done to the locomotive before it was run; subsequently automatic drain cocks have been fitted. There is a thread in the forum that describes the making and fitting of them.
In this thread I hope to describe the fitting of 0 rings to the pistons and other small jobs before the start of this years running season.
The prototype.
Dixie as bought.


First run in over 10 years.

Usual load.

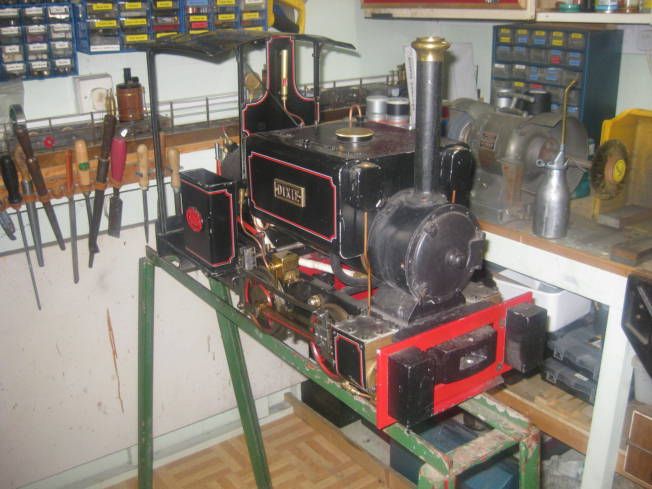
Before starting overhaul today.
Regards Tony.
Dixie 2014 Major Overhaul.
Dixie is a commercial 5 gauge 0-4-0ST narrow gauge model steam locomotive made by a company known as Maxitrak. It is a reasonably close-to scale model of a small contactors locomotive that was made by Kerr Stuart and known as its Wren class. Like its full size prototype Dixie is a very simple locomotive, the steam is not super-heated the boiler having an external steam pipe, it has a cross head and a hand pump but no injector to supply water to the boiler. There is a simple mechanical lubricator to supply oil to the cylinders; the valve gear is Hackworth using slide valves. There is no suspension the driving axle being solid in the frames, the leading axle can pivot giving what is known in the smaller gauges as a three point suspension. Having a solid driving axle means that the valve events wont alter because the axle has moved a problem with the Hackworth system, on full size locomotives it was usually arranged that the driving axle had little movement. Like its larger brother Dixie has a minimum of controls, regulator, blower valve, by-pass valve, reversing lever, whistle and a brake. The locomotives name might have come about because there is a preserved Kerr Stuart Wren class locomotive named Pixie.
Dixie was bought a little over four years ago and was purchased because for its size it is comparatively light. I have two other 5 gauge tank engines which my father and I built many years ago fitted with the usual steel frames and brass tanks, Dixie has aluminium frames, buffer beams and saddle which are cast in one piece. The saddle tank and coal bunkers are also of aluminium which along with its minimal cab saves a lot of weight; this does of course reduce its tractive effort but Dixie is a lot easier to move around. It is only required to pull a couple of adults or an adult and two children and Dixie manages these light loads very well. When driving the lack of sprung suspension is not noticeable.
Dixie is 30 years old being made in 1984, it was I think a part machined kit as the important parts are well made and parts like the brake gear less so. As has been mentioned it was bought four years ago having previously spent about 10 years uncovered in a damp wooden shed, despite having some surface rust it was in fair condition. At some time the locomotive had met with an accident that removed part of the front buffer beam, Dixie was taken apart and cleaned up its general moving parts having been worked on were in reasonably good condition the only real problem being its boiler. When the boiler was tested a couple of the stays in the firebox were found to be leaking; this might have been caused by some water which was still in the boiler freezing in cold winters. No longer having access to suitable welding torches the boiler was sent to Maxitrak for repair and testing which they did and charged only a modest amount.
Like most full size and model 0-4-0s Dixie has a lot of overhang at the footplate and tends to be tail heavy. I have had this problem before where there is a lot more weight on one axle than the other which reduces the locomotives adhesion. So as the front buffer beam was broken a steel buffer beam with a set of heavy dumb buffers was fitted which made the locomotive better balanced. These were the only initial alterations done to the locomotive before it was run; subsequently automatic drain cocks have been fitted. There is a thread in the forum that describes the making and fitting of them.
In this thread I hope to describe the fitting of 0 rings to the pistons and other small jobs before the start of this years running season.
The prototype.

Dixie as bought.


First run in over 10 years.

Usual load.

Before starting overhaul today.

Regards Tony.



































































































