G'day all,
After cutting up the tool holder blank at work into aproximatly 55mm lengths, I brought them home and set about sqauring them up and reducing the width to 70mm to match the tool post.
The first operation was reducing the width of the holder. Reference height was taken from the dovetail edge on the moveable jaw of the vice.
Once one side was done, I flipped it over and did the other side. This ensured that the dovetail was central.
All 11 holders were done before moving on to the next operation.
Next was to square up and clean up the adjacent side. Again all 11 were done on one side before flipping them over and milling the final side to size.
There has been a bit of talk about vice stops and alike, this is what I use as a stop.
Any way, with reference points set in the DRO.
The height adjusting slot was milled using an 8mm universal mill 8mm deep in one pass.
Again all 11 done.
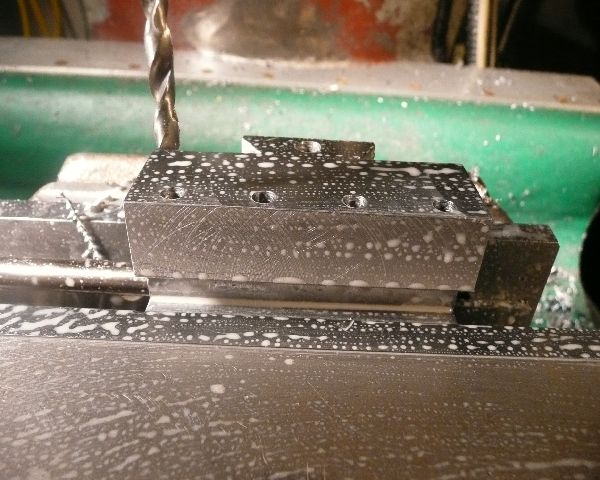
The next job was to drill and tap the height adjusting screw thread. (drawing has M5, I changed it to M6)
steamer said:
Yes, I would not use the standard 75% depth of thread for 4140, try 50% depth first....and don't even think about using #6...... :big:
Get yourself some EXCELLENT quality HSS two flute spiral gun taps....don't cheap out here with taps if your doing that many holes in 4140....it's not worth it.
Gun taps will push the chip forward and be very free cutting, but you can only take advantage of that with through holes.....like on a tool holder. I think I'd just find a cliff to jump off of if they were all blind holes.. :big:
Dave
I took your advice on the depth of tread Dave and used a drill bit for a 50% DOT.
I have a set of Sutton power taps that I used. They draw the swarf out the top as they tap. Good for blind holes as well.
I bought the set when I had to tap 100 blind holes in aluminium. M3 was the size needed but I got the set any way.
That was the last operation that I finished all 11 holders at the same time.
Now it's time to individualise the holders for there intended tools.
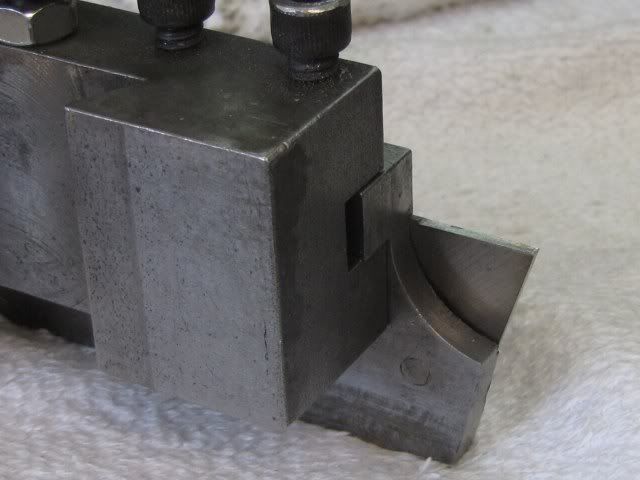
When I cutt up the 600mm tool holder blank, the last holder ended up only 40mm high. I started with this one as a test piece.
It will be made to hold 1/4" HSS tooling.
I milled an 8mm wide slot 7mm deep across the holder and then drilled and tapped 4 M5 holes to hold the tool.
[ame]http://www.youtube.com/watch?v=mMU3Q0ovJ2g[/ame]
The tapping is done at 50 rpm and the quill hand feed until the tap bites, then the quill draws itself down and my hand moves to the reverse switch.
When the right depth is reached, I flick the mill into reverse and assist the tap by taking up the weight of the quill with the feed leaver. Again it feeds itself out.
Lots of motion lotion helps (cutting oil)
One down 10 to go. ;D
I did two more holders before I called it quits for the night.
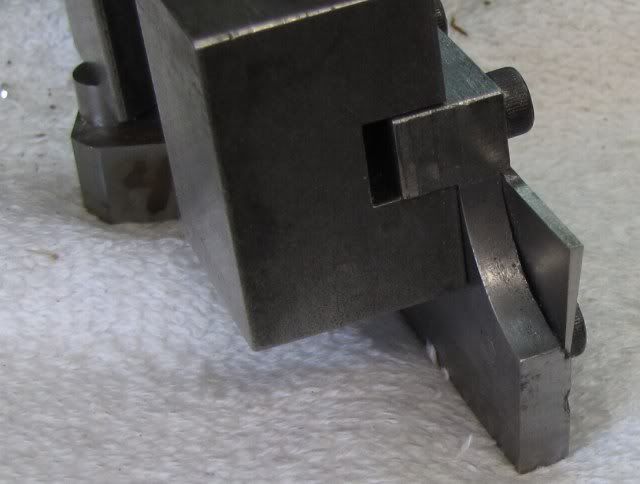
They were some standard holders that can take 16mm tooling. (although I only have 12mm tooling)
Milled a 20mm wide slot 17mm deep in two passes (8mm deep each). Then a couple of clean up passes of 0.1mm on the sides.
Drilled and tapped 3 M10 holes for the tool holding bolts.
Just in case you didn't get bored watching the first tapping movie, here is the M10 being power tapped. :big:
[ame]http://www.youtube.com/watch?v=VSVIPNA0oDo[/ame]
Ah, Not quite as exciting as watching paint dry. th_wav
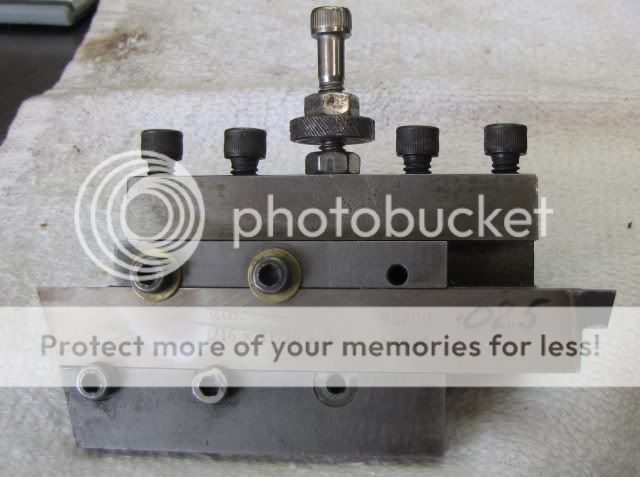
This is the progress so far. The M10 bolts will be changed for cap screws when I get some.
And the same on the tool post.
1/4" tool holder
Standard holder
Well bye for now,
Phil




























 Stuart S50 - Replacing mild steel shafts with stainless steel shafts.
Stuart S50 - Replacing mild steel shafts with stainless steel shafts.

