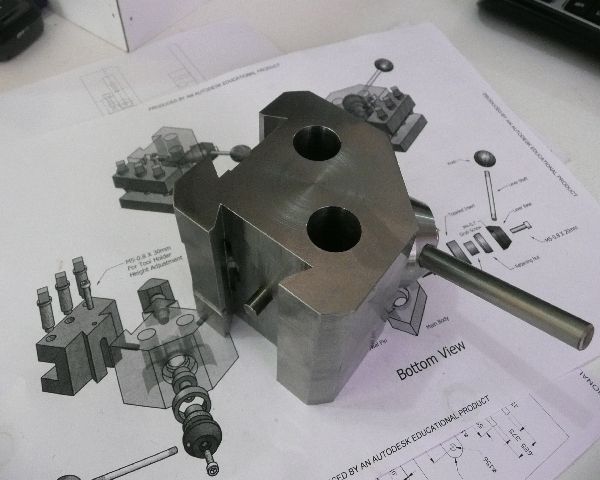
Well the QCTP body is complete. woohoo1
There were a few

oh: moments as well as :wall: but it's done. Now it's just the tool holders to make when the metal arrives.
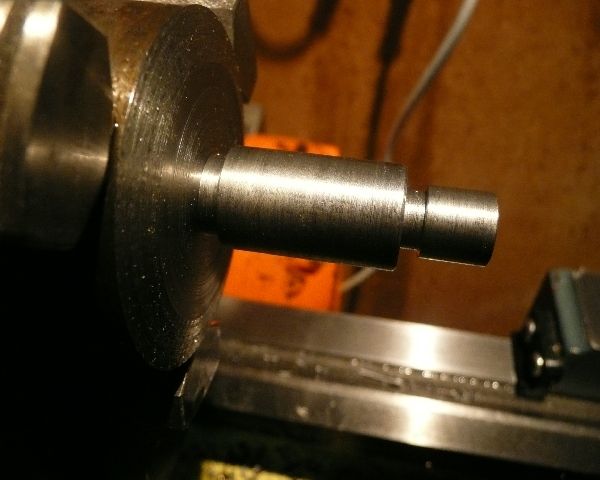
The series continues with the making of the wedge. I started with a piece of 50mm (2") 4140 round bar and started whittling. The bar needs to be at least 42mm diameter to have enough material for the wedge.
Hot chips anyone? (fries)
With the diameter down to 15mm and leaving me standing in a heap of swarf :big: I marked out using an art-line pen and verniers.
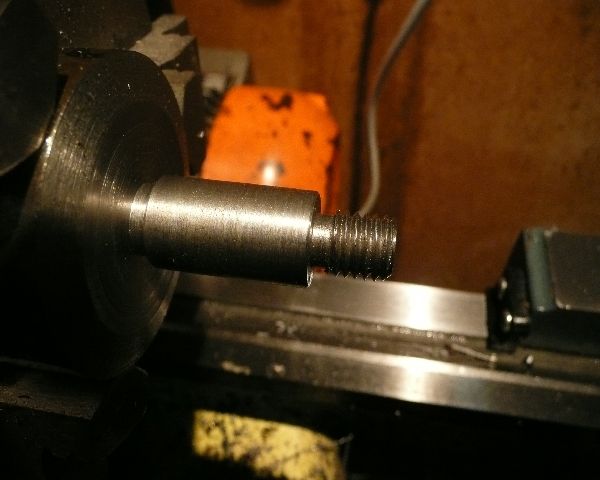
M10 x 1.5mm thread single point cut and tested for fit. (still haven't got the hang of that)
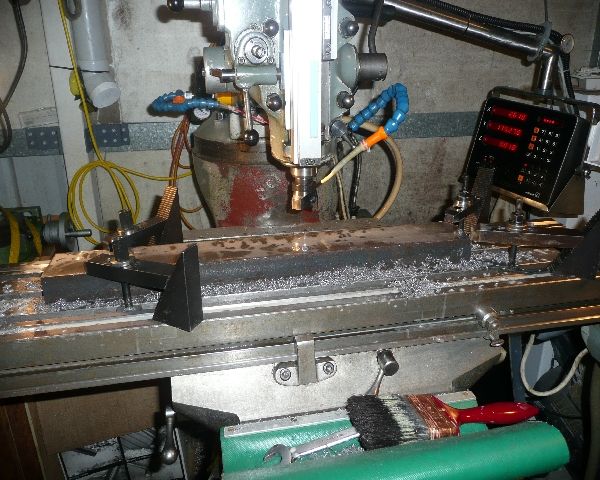
Now off to the rotary table mounted on the mill to square up the wedge end.
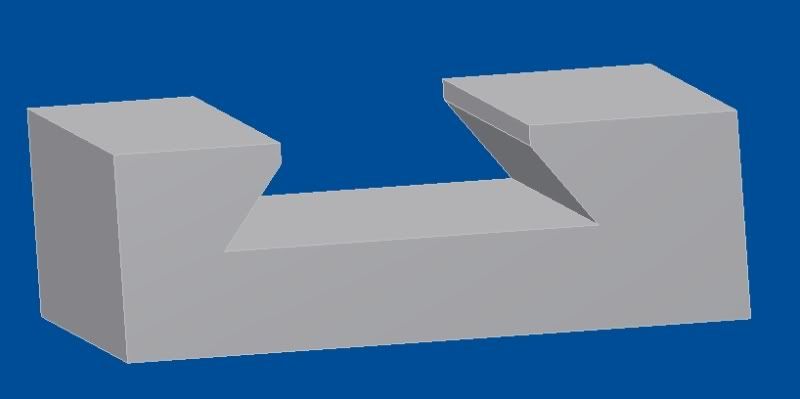
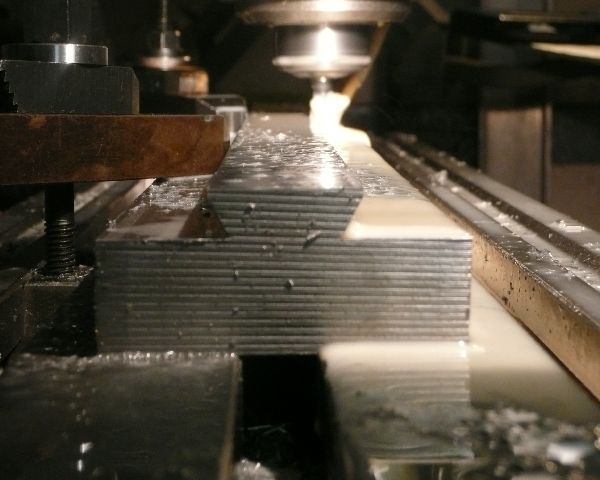
Time to cut the dovetails. I started by increasing the slot width to 26mm to allow for the chamfered ends on the top of the dove tail.
Cut the dovetail sides an equal distance for centre with the base width to 35mm using the DRO as a reference.
I then recorded the dovetail final dimensions using the rod method so I can match the holder dovetails to the body.
OK now starts the section on what NOT to do. :wall:
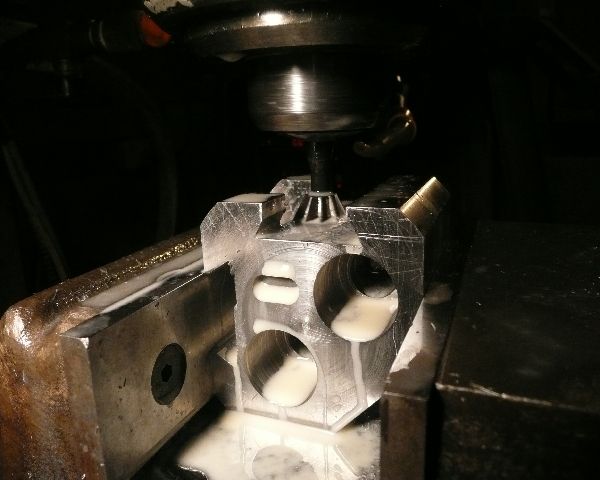
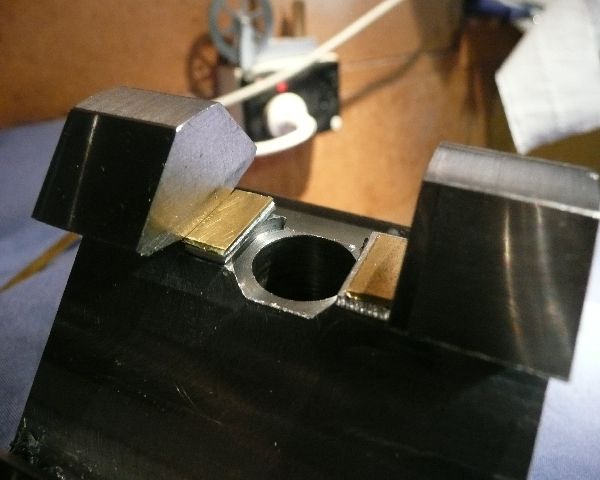
To get the right size and profile on the wedge, it needs to be spaced out a bit in the holder. I decided to use a washer as the packing but not having one with a 15mm hole I cut one in half and used that.
The wedge was secured in place with the centre nut (make sure it's tight)
Those with a keen eye will see the cause of the impending doom. :
The reason for the pants packing moment. The overhang of the packing into the cutter path.
On the second pass, the washer rotated and wedged in between the body and cutter :fan:. (second pass was a climb cut
oh
Then the drive belt slipped preventing more damage.
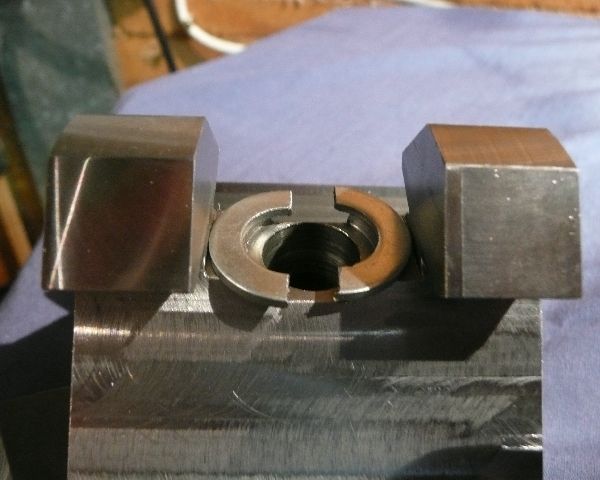
The remedy was to shorten the packing
Problem solved ;D
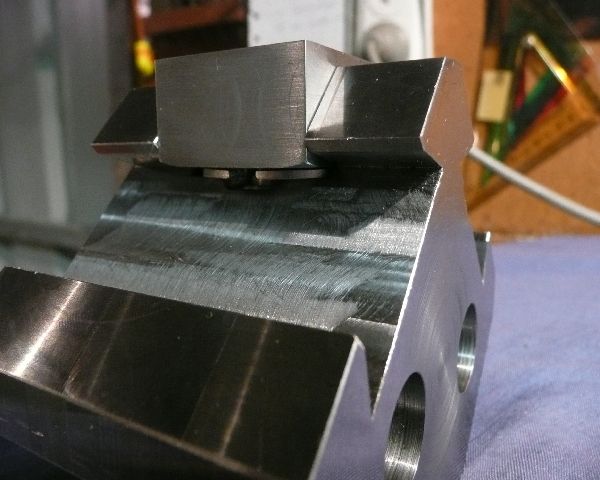
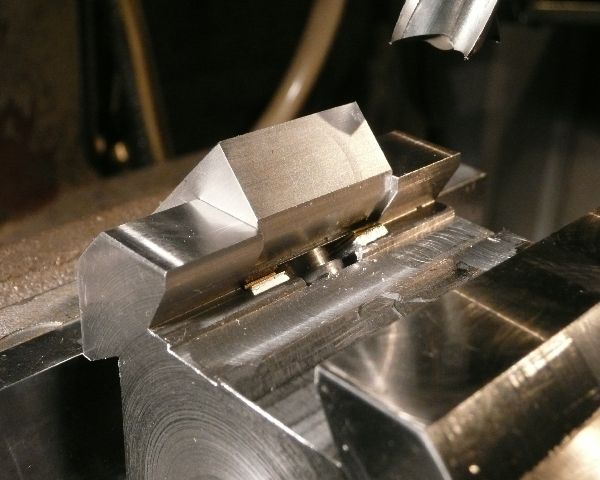
With the dovetails cut into the wedge, the packing was reduced to put the chamfer on the wedge.
(sorry, don't have a pic of the finished cut. You can see the result two images down.)
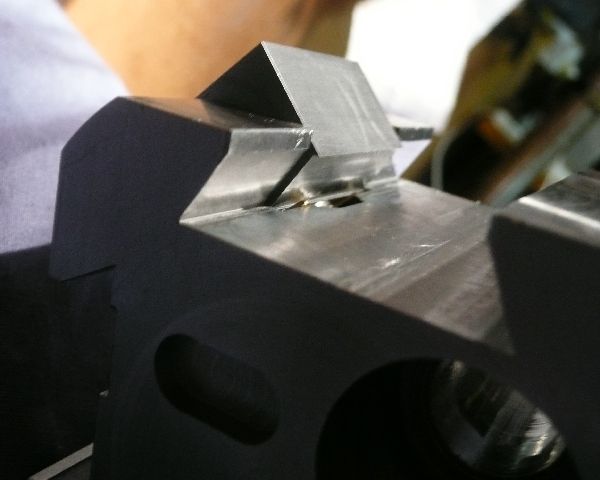
Then the packing was increased to cut the excess metal off the wedge and follow the profile of the body.
With the profile matched, I marked the nose of the wedge for the metal to be removed.
Just marked it with an art-line pen.
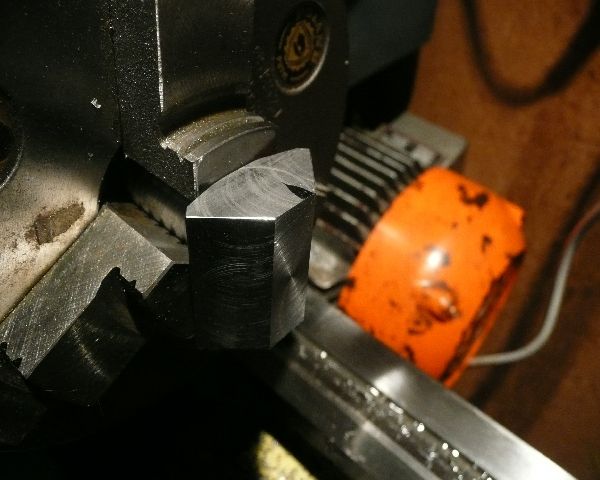
Back to the lathe
Faced off the excess
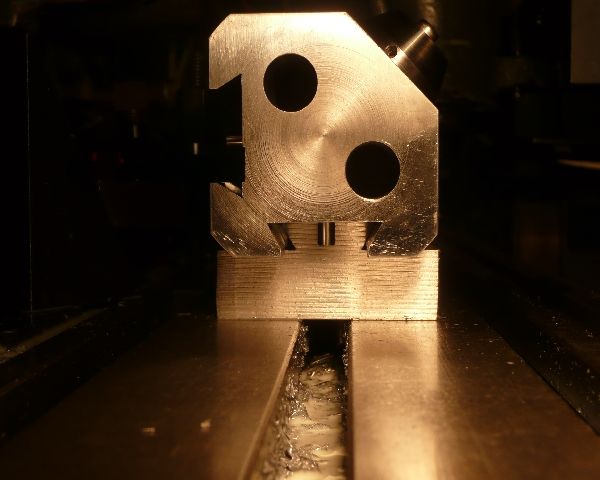
The last operation was to drill the peg holes and insert some 15mm long 6mm pegs for the tool holder height setting.
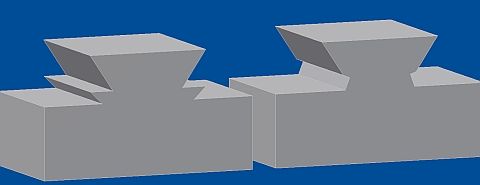
Note that the wedge is smaller then the body. When unlocked (extended position) the wedge side must not protrude past the body sides or the holder won't slip on to the body. The wedge dovetail is also recessed in from the body dovetail for the same reason. That was the reason for all the packing sizes used.
Another
oh: moment was when an end mill extended in the holder and I didn't notice until I had finished one pass and the coolant had cleared
oh:. The cause was that after starting a cut, I backed out using the high speed traverse. The tool gripped on the way out. There was no damage to the tool or work piece but I didn't notice the tool extension :wall:
You might see it in the bottom of one of the dovetails.
Oh well, That's it until next week.
Cheers
Phil
Off now to the Perth metal workers meeting. see ya
http://www.homemodelenginemachinist.com/index.php?topic=4831.0