Probably biting off way more than I can chew here but I'll make a start and see how far I can get. With my first engine pretty much complete and running (Seal Major 30cc) I'm up for another challenge. I've built 100s of these little Honda engines over the years and have literally thousands of parts around the shop so it was a natural choice for me to contemplate "What if".
After lots of back and forth I've come up with a scale of 2.6 to 1. and have 3D printed this size for evaluation.
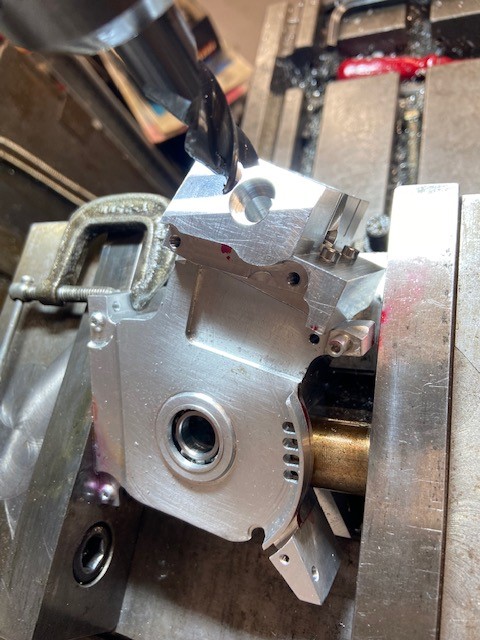
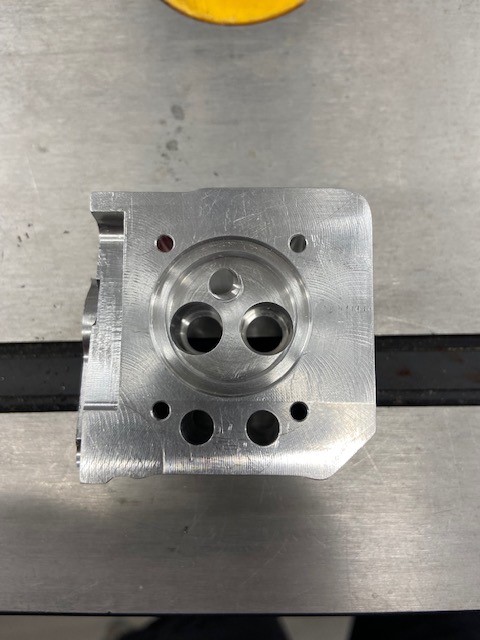
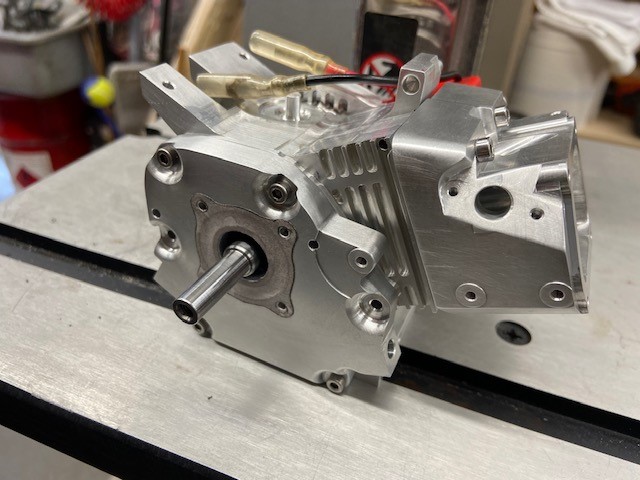
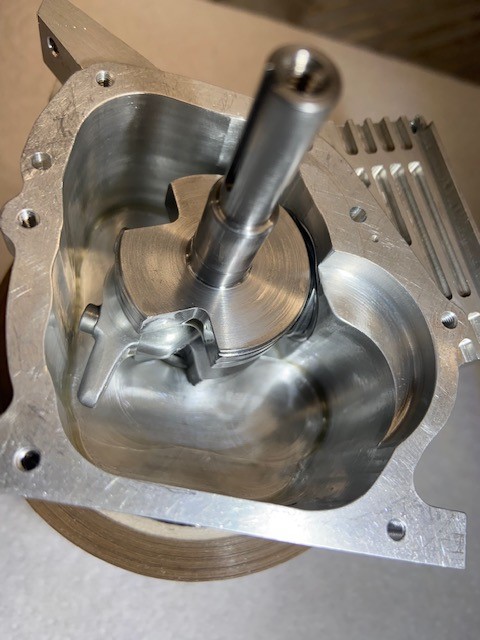
Crankshaft first. I've ordered the metal and started to draw the engine up in Fusion to check for interferences. With slight modifications to account for scaling and the rounding of numbers I'm going to try to keep it somewhat to the original.
I have no idea how I am going to make many of the components but I'm sure something will presents itself when the time comes and I'll learn lots along the way. Which for me is what it's all about. Wish me luck! And please any advice would be much appreciated.

After lots of back and forth I've come up with a scale of 2.6 to 1. and have 3D printed this size for evaluation.
Crankshaft first. I've ordered the metal and started to draw the engine up in Fusion to check for interferences. With slight modifications to account for scaling and the rounding of numbers I'm going to try to keep it somewhat to the original.
I have no idea how I am going to make many of the components but I'm sure something will presents itself when the time comes and I'll learn lots along the way. Which for me is what it's all about. Wish me luck! And please any advice would be much appreciated.




 .
.