Hi
I need help (in more ways than one but I won't go into that just now) with screw cutting.
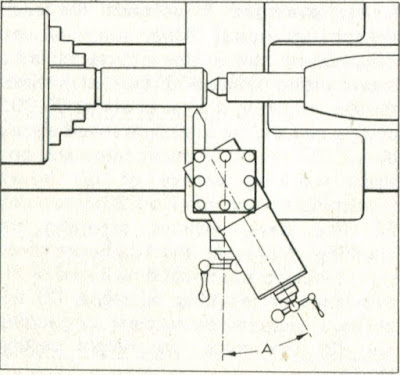
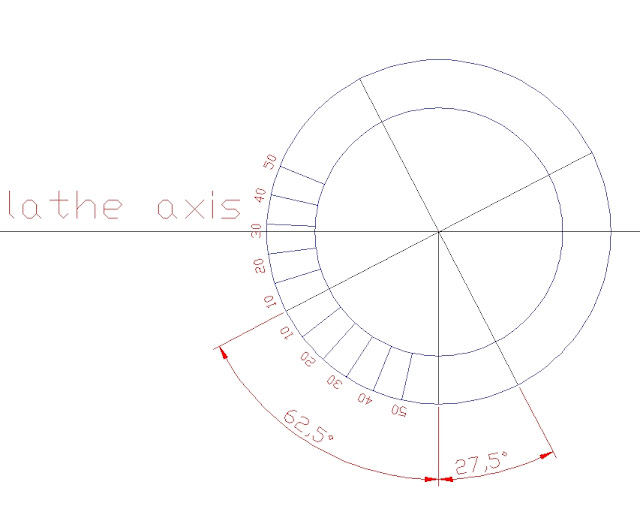
I'm trying to cut a 12TPI thread, same as Myford nose thread. I have the Myford owners hand book which I have studied and think I understand what to do. The bit I'm not sure about (the book isn't too clear on this) is setting the top slide over to 27 1/2 degrees. The markings on the top slide scale don't go far enough and I don't think it will turn far enough anyway.


What am I missing here?????
Cheers
Rich
I need help (in more ways than one but I won't go into that just now) with screw cutting.
I'm trying to cut a 12TPI thread, same as Myford nose thread. I have the Myford owners hand book which I have studied and think I understand what to do. The bit I'm not sure about (the book isn't too clear on this) is setting the top slide over to 27 1/2 degrees. The markings on the top slide scale don't go far enough and I don't think it will turn far enough anyway.
What am I missing here?????
Cheers
Rich
")