1 Friction has to be very very low. It should go around quite a few times with a hard flip. But you should not need a hard flip to get it going.
2. No oil at all in the cylinder. Zero. Not even spray off the connecting rod. Even the condensation of water on the valve while it warms up will cause it to not run at all. You have to preheat the intake until no water droplets are left. You can cheat and wipe it with a paper towel and then put the heat back on to speed up the process.
3 Use a q-tip to put lots of graphite inside the cylinder. And wipe it on the piston too. Use a tiny bit of Tri-flow on a small paint brush to lube everything else. Any oil on the graphite in the cylinder = take it apart and try again.
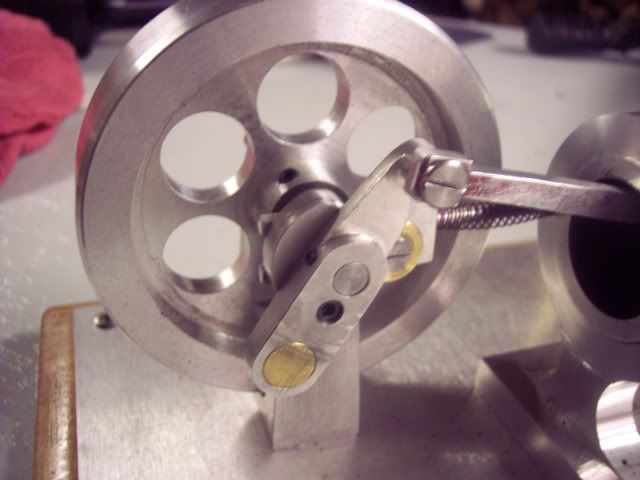
4. The cam is made with a 43 degree offset. The valve closes the port completely on ours at about 50 degrees before bottom dead center. It starts to open the port at about 35 degrees before top dead center. (So I guess you'd say we have "Advanced our timing" beyond the 43 degree design spec..) You can adjust that with the rod that holds the valve. This is a very important adjustment, and tweaking it, makes a big difference in performance, or can even make it not run at all! Our valve does not go past full open in the port at all, in fact, I don't think it quite gets to full open at all, and falls about .005" shy of that right now, so it is only fully open at bottom dead center for an instant. Ours tachs at 25-2700 rpm every time we check it, unless it gets dry on lube and graphite. I think further tweaking of the valve timing might get even more out of it. Which is not bragging, just stating how important that timing adjustment really is. In fact, we probably won't tweak ours further until someone else comes close to the 2700 RPM mark, then we'll get out the timing wheels, and grandpa's secret rocket fuel... :big:

5 We had a few cocktails at a friends house and decided to use butane, acetone, and a few other things, in lieu of a lack of denatured alcohol. It made a gummy black mess of it, and we wont be doing that again. :
")
Use alcohol, or it gums it up very fast, and it will lose 40% of it's speed in no time.
Ours is recently posted in the video section if you want to watch it run. Ah, forget that... here...
[ame]http://www.youtube.com/watch?v=Dj_yD-Kvgrw[/ame]
My timing numbers are eyeball estimates here, not exact. But I will post pix at the opening and closing points if need be, for you.
T