Thanks for the compliments!
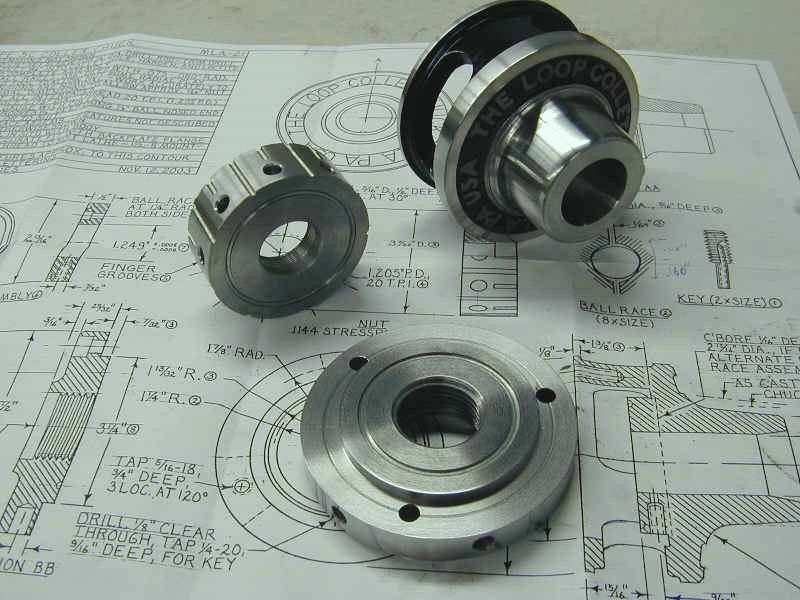
Paula, no, no castings in this at all. The nose was made of a piece of 4140 round that was a leftover from another job. The backing plate was a bar end from who-knows-what; it turned really nicely, like 12L14, but doesn't have the rusting issues like I would expect. The nut was a piece of 1018. Quite a mixture of materials; but when I started making it, what I had on hand was going to have to work.
Steamer, yes, a pile of material had to come off; but I cheated there just a bit. The bulk was removed by using some spare minutes on lunch break! I took the pieces into work with me and used the 14x40 lathe to hog off most, and finished it on my Atlas.
I think I may have drug this thread too far off Smoggy's intended line; but for what it's worth, if you have the time, a 5-C setup like this works very well, the collets are not overly expensive, and in my case, the material costs were next to nothing (I had to buy bearing balls). The biggest drawbacks of it are the lack of range of the 5-C collet, and the fact that the collet stop is in the collet itself (doesn't necessarily have to be though).
Kevin