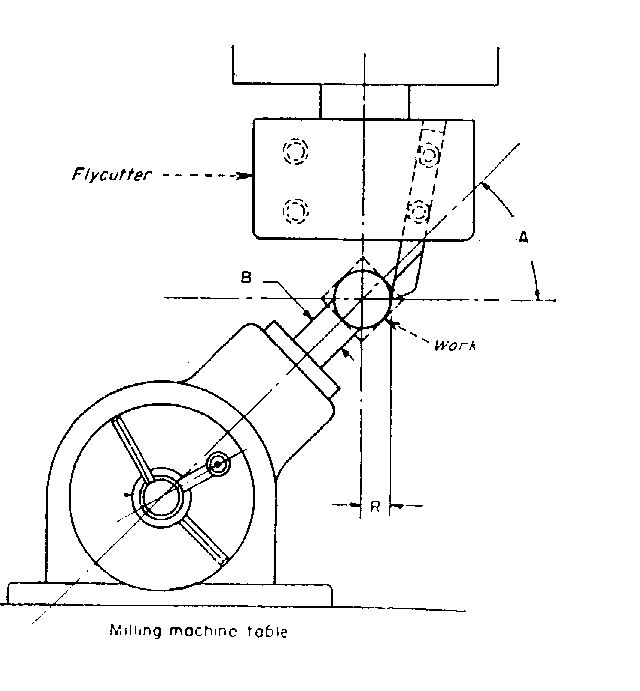
Here is an explanation of how.
first a dodgy drawing
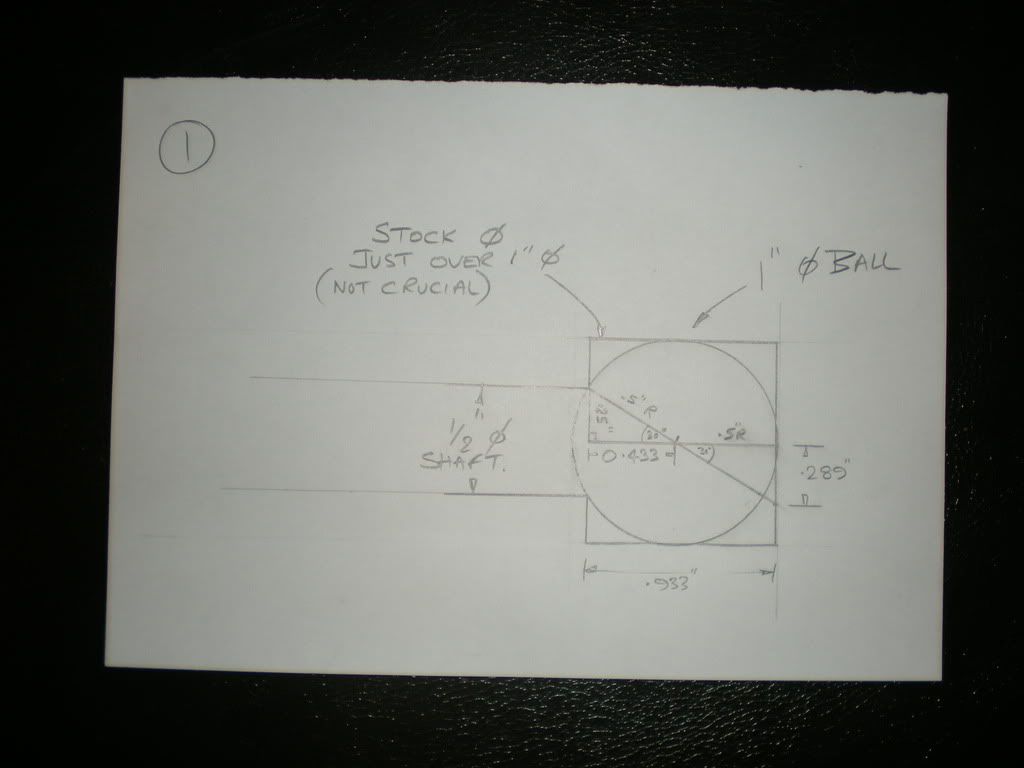
I will assume a 1" ball on a 0.5" shaft.looking at the left hand triangle within the ball using pythagoras work out length of bottom line of the triangle.This is 0.433".Add this to the top edge of the triangle on the right hand side(0.500") to give 0.933".This gives you the length of the amount of full diameter stock to leave on the end of your 0.500" diameter shaft.Trig out the angle between the ball centre point to the shoulder intersection(0.500" rad),and the 0.433" long lower line of the left hand triangle.This is 30 degrees.From this trig out the length of the vertical line on the right hand triangle.This is 0.289".
now another even worse drawing
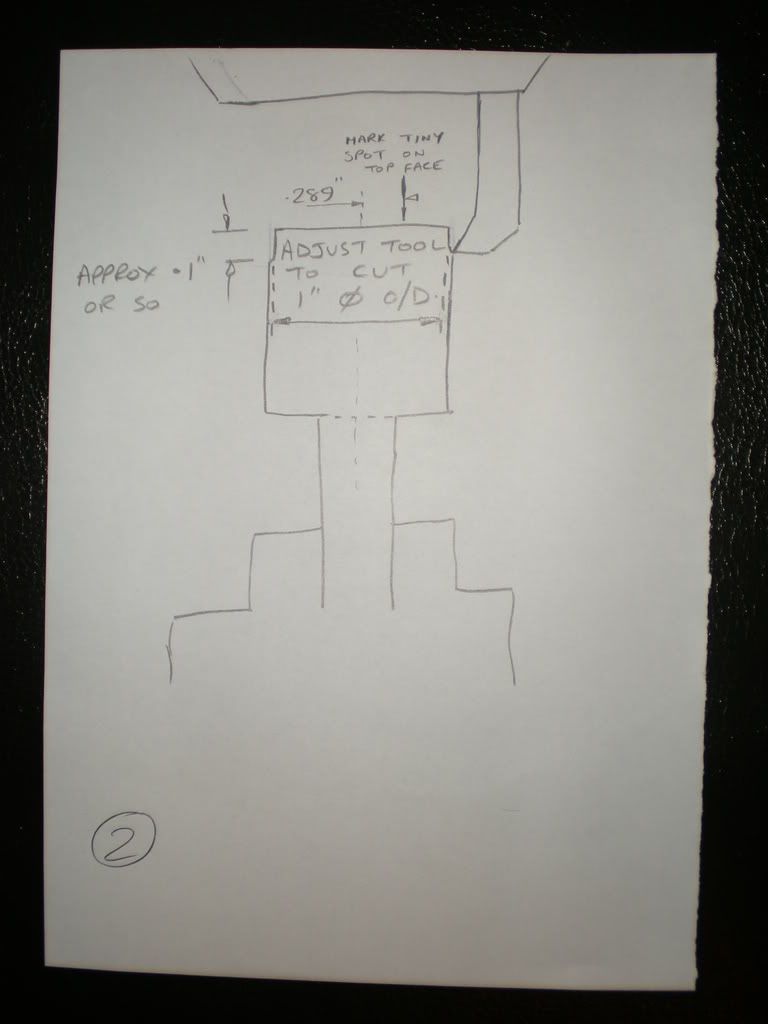
turn your blank to size.ie .5" shaft and .933" length of full diameter stock(about 0.020" over 1" is ok).load up in the tilting rotary table chuck on mill table and set pointing up vertically.Set x and y zero true to stock diameter and then move over 0.289" in x and put a spot on top face with tiny centre drill(only need to just touch it)for this set up I am assuming that the usual axes are being used on the mill ie x left to right y in and out and z up and down(not very technical I know but hopefully self explanatory).
Go back to x and y zero and set up fly cutting tool to cut a 1" diameter O/D by turning down outside of stock along z axis(only a short distance of cut is required just to set diameter).
Last drawing I promise

tilt table over to 30 degrees from horizontal so that shaft is running along true to x axis then move cutter over in x and down in z and pick up small spot marked earlier as shown in drawing 3.If all is ok y axis should still be true to stock diameter.Make a note of z axis value as this is the full depth of the cut.It should be noted that the shoulder between the full size stock and the shaft diameter,the centre point of the finished ball and the small spot marked on the end face should all be in a straight line par allell to the mill table.Raise up away from blank,check for clearance all round and switch on spindle.wind down in z until cutting then rotate chuck 360 degrees.You should have a complete cut all round the stock diameter (not anywhere near a ball but a machined witness).Drop the z a bit more and continue to rotate the chuck until you reach the full z depth set earlier and your ball should be complete.Some of the cuts may be a bit heavy as you get deeper but adjust to suit the strength of your set up.
this has gone on far enough now.Hope it made sense.Maths bit is not to tricky and should work for any combination of ball and shaft.The rest should be pretty obvious as you progress.You probably won't because its a pain in the arse,I know I won't be doing one cos I will make a ball turner and do it in a fraction of the time.This was just a task set by a nasty old instructor to scare young lads and should be left as such.
best regards Steve C
p.s. this is my first post with pictures so I know it will go wrong,when it does please bear with me cos i'm old.