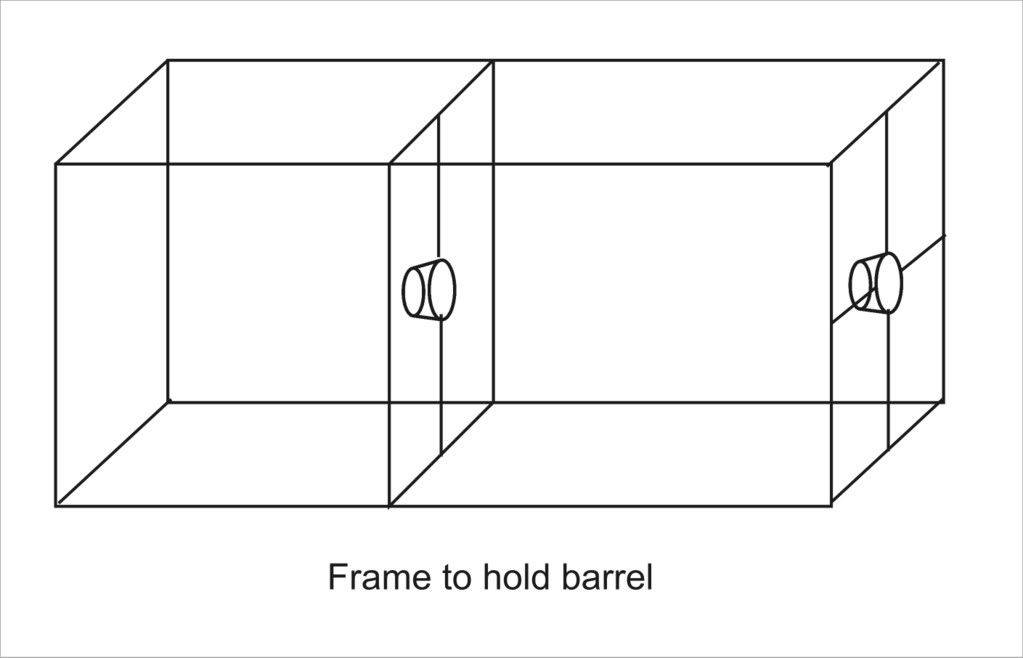
I have to build a rifling machine to rifle the barrel of my 1/6 scale WW1 18 PDR. artillery piece model. It is non-firing so the rifling doesn't have to be as good as a real firearm but I want it to look proper. The barrel will be 16" long, .55" cal. with 17 grooves .004" deep
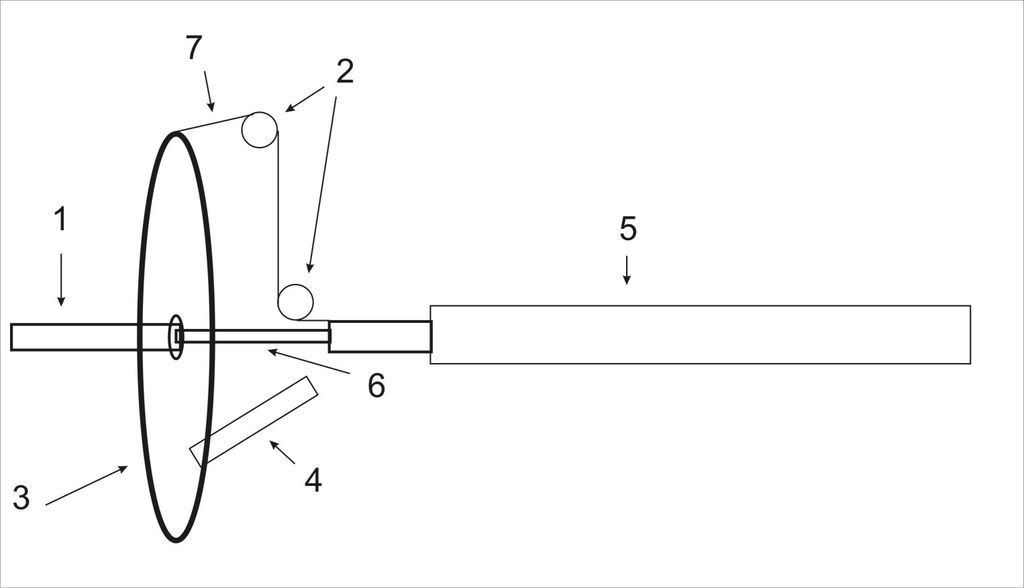
I have had a rack and pinion device that will be perfect for a sine bar type machine as well as a piece of dovetailed bar that will make a great sine bar fall into my lap.
Now for the 64 dollar question. Any rack and gearing system will have a certain amount of backlash in it. After the cutter is drawn through the bore it will be backed out and have to be repeatedly drawn through many times for each groove. If the cutter is pushed back thought the barrel and then pulled forward to take the backlash out will the cutter line up with the groove accurately enough to produce good results.
I have had a rack and pinion device that will be perfect for a sine bar type machine as well as a piece of dovetailed bar that will make a great sine bar fall into my lap.
Now for the 64 dollar question. Any rack and gearing system will have a certain amount of backlash in it. After the cutter is drawn through the bore it will be backed out and have to be repeatedly drawn through many times for each groove. If the cutter is pushed back thought the barrel and then pulled forward to take the backlash out will the cutter line up with the groove accurately enough to produce good results.