Do you mean the Redwing as I can't see a Perkins?
Abrasive won't get you a smooth surface on castings like that.
A lot depends on teh look you want, some people will spend ages with fillers to get a dead smooth surface and high gloss paintwork but that was never how these engines came out of teh factory. Also you need to take scale into account, a 1/2 scale engine should have a slightly rougher surface closer to full size than say a 1/6th scale one. The problem for us is that sand grains don't scale too well though it can depend on what the foundry is using, some of teh oil bound sands give a smoother surface.
I tend to start with file, linisher and grinder to take off the worse of the mould lines, then switch to a dremel with a grinding bit and lightly go over the whole surface with that which knocks off any high spots and gives the same general texture over the whole surface.
Follow that with Bondo to fill any surface imperfections and correct any moulding faults, rubdown, repeat as needed, mist coat with primer which will show any areas that need more filler and so on.
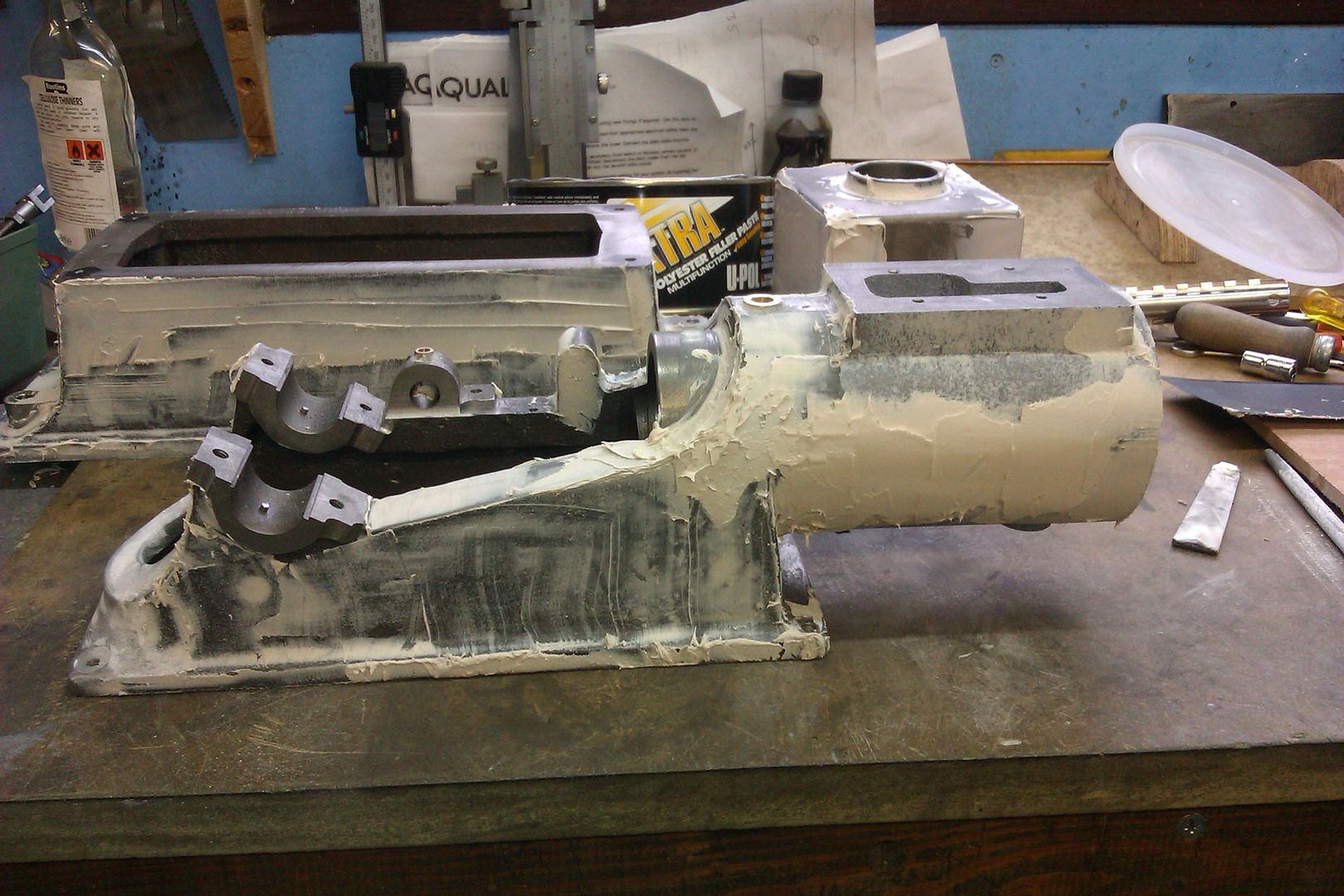
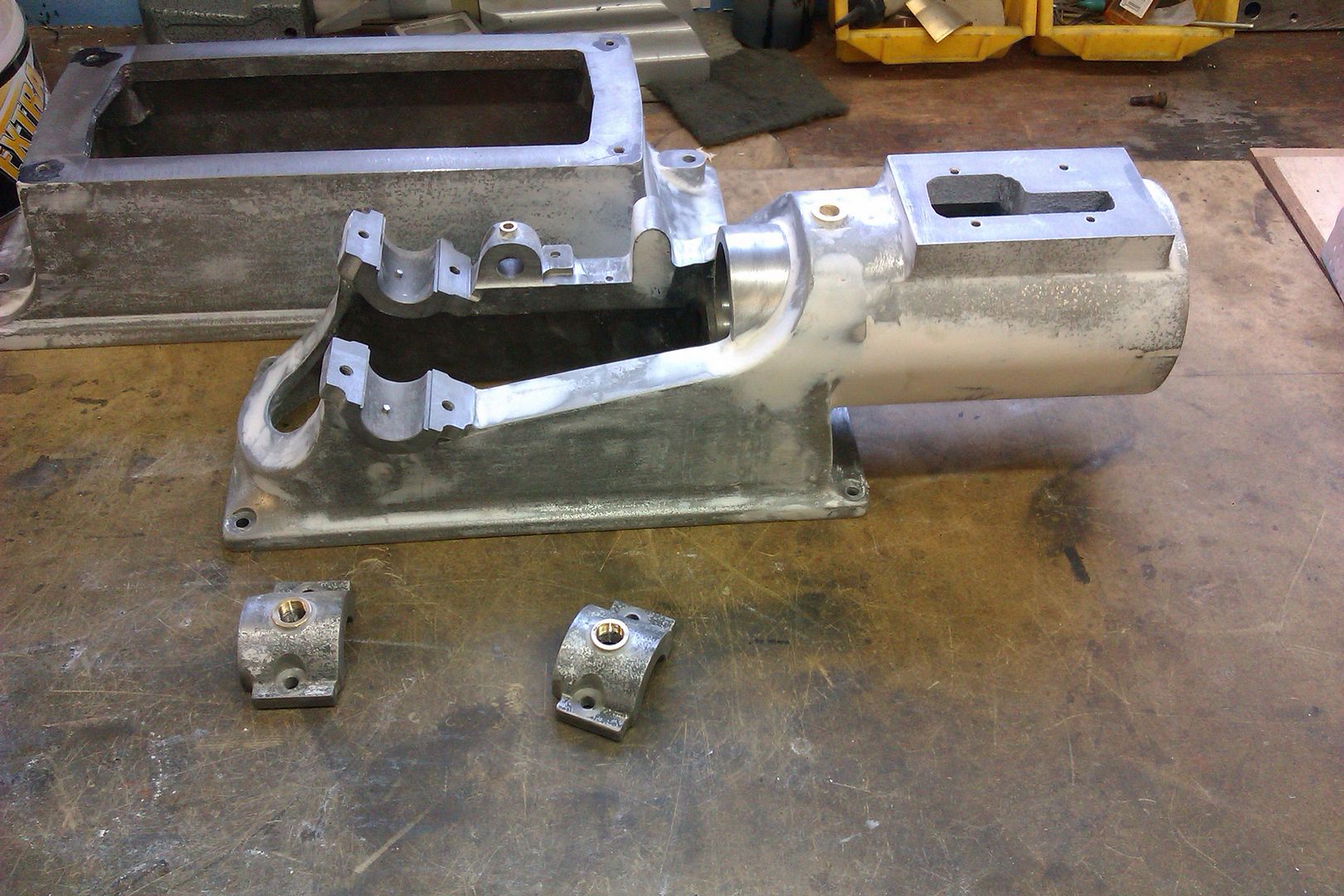
What you will never remove with abrasive is missmatched casting sizes and areas over fettled at the foundry like this
But apply the bondo
After a rubdown or two
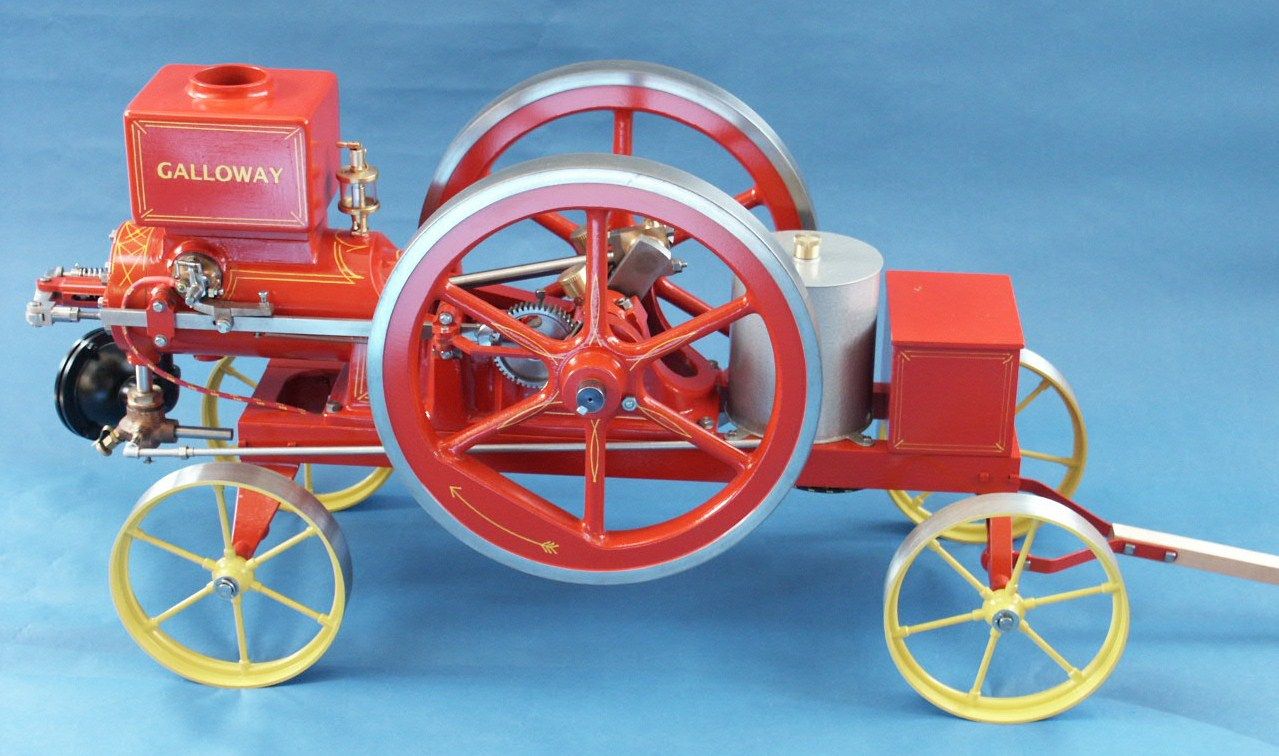
Then paint it, still a little texture there as its a 1/3rd scale model and I don't like them too pristine
There is no easy short cut to getting a good finish.
J