Start of another week - My how time flies when your having fun :
")
Today saw the main shaft of the crankshaft lapped and fitted to the crankcase and a start made on a jig for machining the big end.
One thing I have learned, is that brass laps are a dead loss :wall: I don't have a good techo reason why but I suspect it has something to do with the zinc content. The de-zinced brass bolt I used as a cylinder lap was fine, but the gudgeon pin was long winded and the main shaft went nowhere until I changed to a cast iron lap.
???
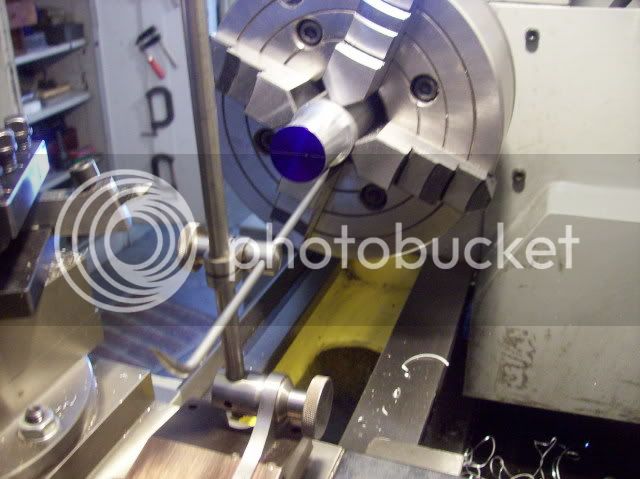
The surface finish after fine lapping paste, oil and a cast iron lap. (The multi grips area hang over from the brass lap and were used to pry apart my fingers :
.
Almost there
time to change to metal polish.
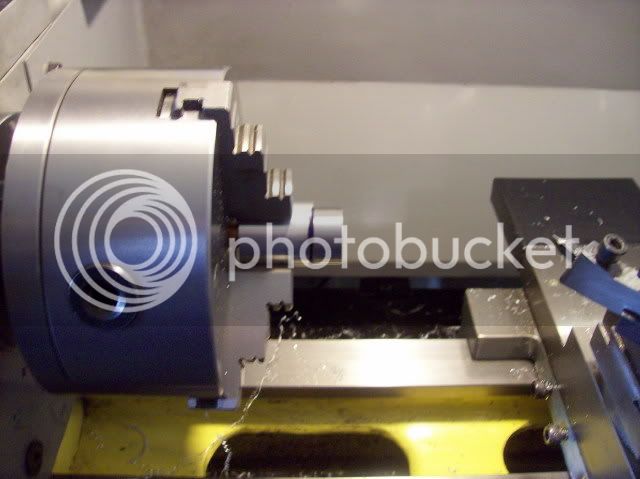
Thank goodness that's done ;D The crankshaft in the crankcase.
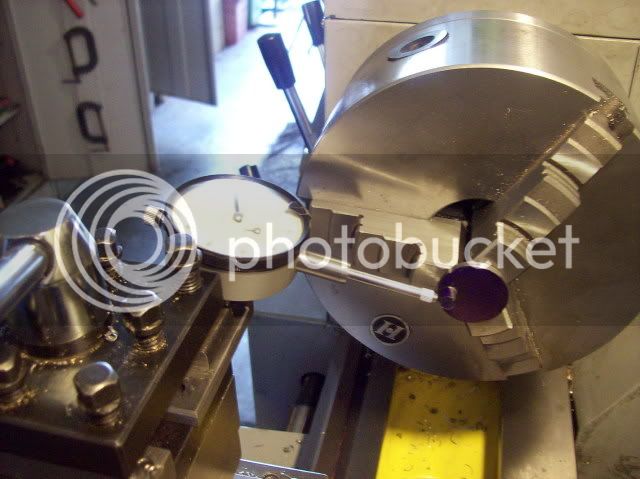
Setting up to cut the crankshaft thread.
The completed thread.
Test fit of crankshaft in the crankcase.
Aluminium for the crankshaft jig.
Marking out the crankshaft jig for the crank throw offset.
Transfer of centre height + 3/8"
Lining up the jig for offset transfer.
Marking off the centre point of the offset.
Setting up to the offset point.
Reaming the jig to take the crankshaft.
Called it a day at this point. Let's see what tomorrow brings