Maryak
Well-Known Member
- Joined
- Sep 12, 2008
- Messages
- 4,990
- Reaction score
- 77
Hi all,
I thought I would give record keeping a try as I progress with my current model. Promised myself I would do this with model 1, but failed dismally. This time your feedback and input into the project should, (I hope), keep me on my toes!
Today was a major swarf making day with Aluminium from A@*e-h@*e to breakfast, (sorry for the spelling for those of you who escaped King Georges clutches), as I started on the crankcase. I must admit - this is crankcase 2 as crankcase 1 went in the bin after I realised my math was up the proverbial creek at a point not to far before where I am now.
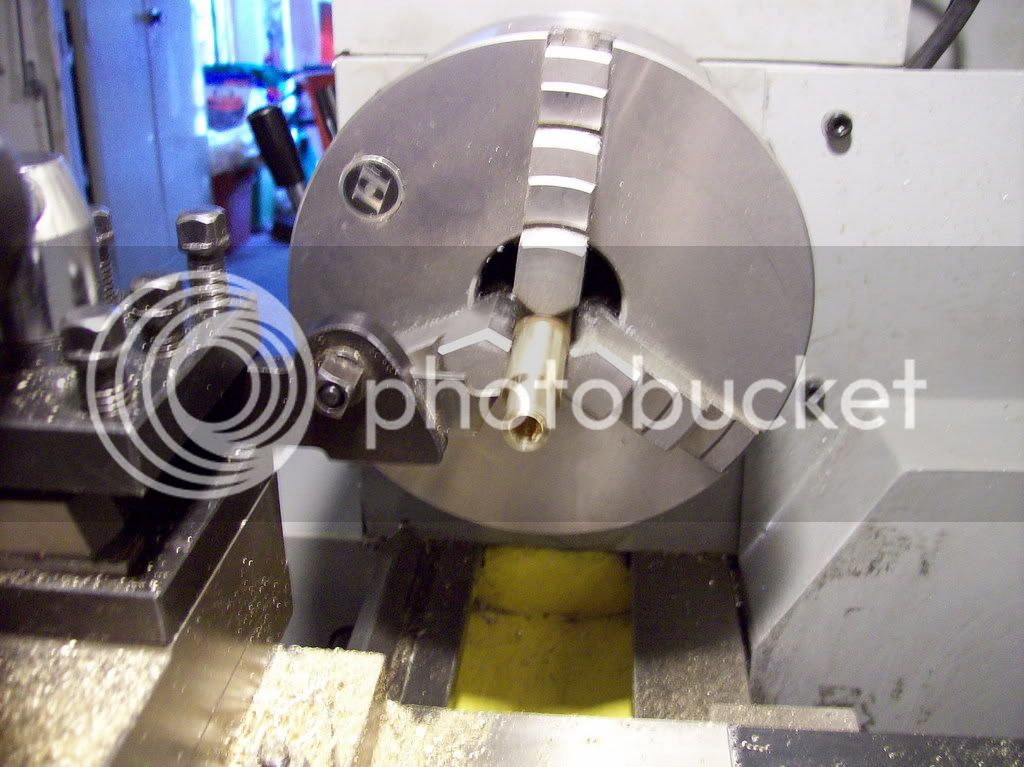
The first image is of the crankcase after the initial lathe work is complete and ready for transfer to the mill.

Next is the crankcase in the rotary table ready to mill the flat on which the cylinder sits

The flat is milled

Slotting the clearance slots for the conrod.

Having finished the slots it was time to call it a day. Tomorrow I hope to profile the outside of the crankcase and if that is successful its on to the cylinder if not its back to the scrap yard for more Alu!
Please feel free to offer comments, suggestions, criticisms etc. I will not be offended. Because as with the saddle stop - old dogs can learn new tricks.
I thought I would give record keeping a try as I progress with my current model. Promised myself I would do this with model 1, but failed dismally. This time your feedback and input into the project should, (I hope), keep me on my toes!
Today was a major swarf making day with Aluminium from A@*e-h@*e to breakfast, (sorry for the spelling for those of you who escaped King Georges clutches), as I started on the crankcase. I must admit - this is crankcase 2 as crankcase 1 went in the bin after I realised my math was up the proverbial creek at a point not to far before where I am now.
The first image is of the crankcase after the initial lathe work is complete and ready for transfer to the mill.
Next is the crankcase in the rotary table ready to mill the flat on which the cylinder sits
The flat is milled
Slotting the clearance slots for the conrod.
Having finished the slots it was time to call it a day. Tomorrow I hope to profile the outside of the crankcase and if that is successful its on to the cylinder if not its back to the scrap yard for more Alu!
Please feel free to offer comments, suggestions, criticisms etc. I will not be offended. Because as with the saddle stop - old dogs can learn new tricks.