




rake60
Well-Known Member
- Joined
- Jul 8, 2007
- Messages
- 4,756
- Reaction score
- 124
When it come to cutting a perfectly fitting thread there is no perfect
answer to thread depth. There are just too many variables involved.
ie: tool tip radius, tool spring, cutting finish, ect.
However there are some good guide lines. If you own a thread gauge the
standard "Double Depth" of threads are stamped on the back side of the
gauge.
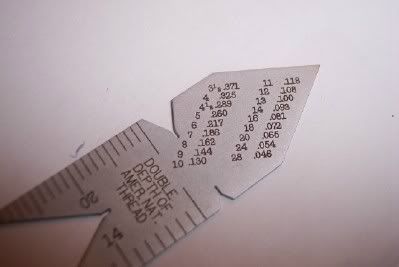
Divide the number given on the chart by 2 and that is the approximate
depth per side of the thread.
Today I was setting up a job on my machine that called for a 33 X 3.5MM
thread. My cheat sheets don't cover metric threads. Our head programmer
told me to use the .649519 constant to check the CNC's opinion of the
depth. I've only been a machinist for 20 years so naturally this was new
to me.
You determine the actual pitch of the thread. We'll use a 12TPI for an example.
1 / 12 = .8333333333"
.8333333333 X .649519 = .05379"
Convert that to a double depth (.05379 X 2 = .10825")
Huh, same answer as the number .108" given on the thread gauge...
I will admit I'm getting old, but never too old to learn.
Again it is not a perfect solution, but it gives you an idea of where your
headed to. I know there will be people offering the perfect answer
solutions. Those solutions will work 100% of the time on paper. In real life
when the mating part screws on it's right. Until then you take
another cut. If you can throw it on from across the room, call it a practice
piece and try it again. :wink:
Rick
answer to thread depth. There are just too many variables involved.
ie: tool tip radius, tool spring, cutting finish, ect.
However there are some good guide lines. If you own a thread gauge the
standard "Double Depth" of threads are stamped on the back side of the
gauge.
Divide the number given on the chart by 2 and that is the approximate
depth per side of the thread.
Today I was setting up a job on my machine that called for a 33 X 3.5MM
thread. My cheat sheets don't cover metric threads. Our head programmer
told me to use the .649519 constant to check the CNC's opinion of the
depth. I've only been a machinist for 20 years so naturally this was new
to me.
You determine the actual pitch of the thread. We'll use a 12TPI for an example.
1 / 12 = .8333333333"
.8333333333 X .649519 = .05379"
Convert that to a double depth (.05379 X 2 = .10825")
Huh, same answer as the number .108" given on the thread gauge...
I will admit I'm getting old, but never too old to learn.
Again it is not a perfect solution, but it gives you an idea of where your
headed to. I know there will be people offering the perfect answer
solutions. Those solutions will work 100% of the time on paper. In real life
when the mating part screws on it's right. Until then you take
another cut. If you can throw it on from across the room, call it a practice
piece and try it again. :wink:
Rick