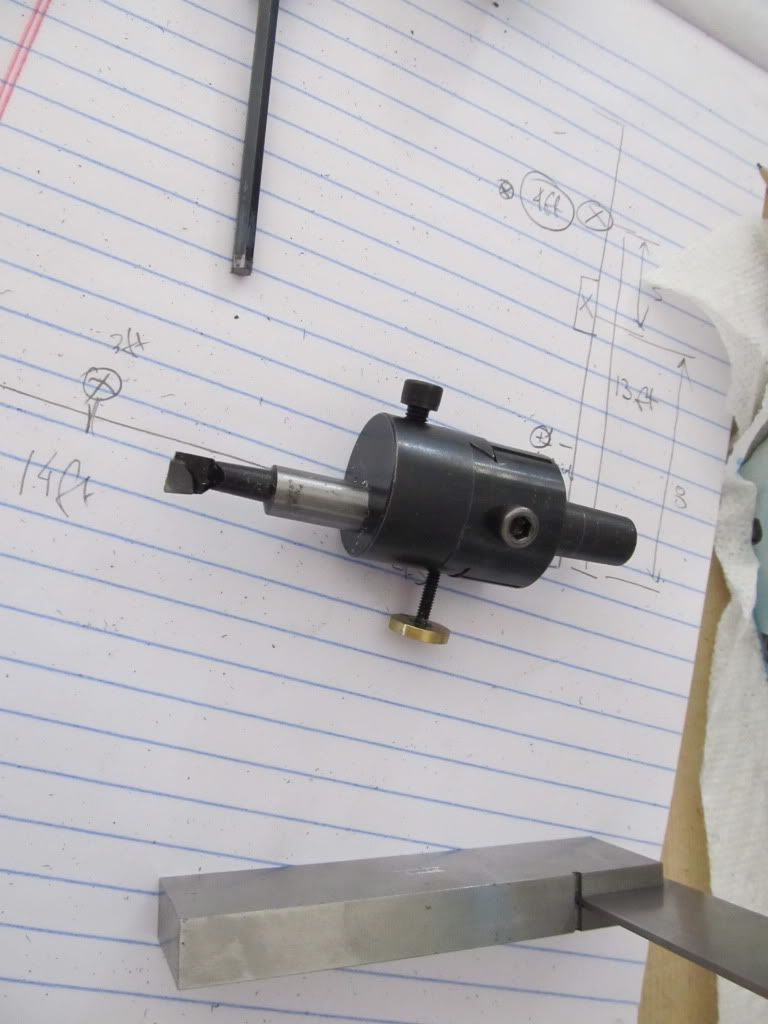
So a few months ago i ordered the new taig boring head it was pretty cheap to buy and i have owned a taig mill for a few years and have been happy with quality and thought it would be a nice addition. I used the boring head for the first time last night it worked well even with a cheap boring bar i was cutting through bronze, my only issue is that there is no way of knowing how much you move the offset or am i missing something. Any help with this would be welcome.
http://www.mechanicalphilosopher.com/taigborehead.html
http://www.mechanicalphilosopher.com/taigborehead.html