Hello,
I need some advice on cutting an internal 8tpi ACME thread on the lathe. This is to repair my milling vice which I recently found out had a part broken as some of you may have seen in my Poppin flame licker thread.
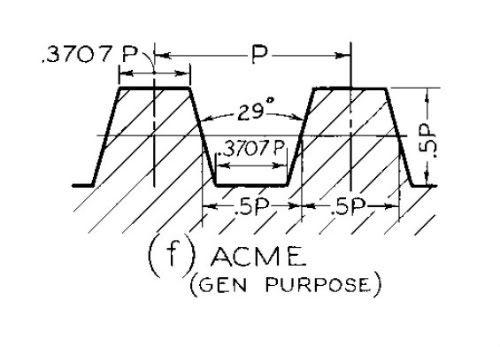
My lathe has a screw cuttting gear box with full range of feeds and speeds so that isn't an issue, it's also easily man enough for the job. The real problem is, I don't really know how to grind the tool. I guess I could work it out from the thread geometry, probably on CAD but it would take a while. I need to know what clearances I need on the tool and what size cuts I should be taking etc, also whether it is critical to feed in and an angle etc.
Please don't suggest any other options for repairing the vice, I know there are other ways to skin a cat and I have a few options but I want to have a go at repairing it the right way first.
Thanks,
Nick
I need some advice on cutting an internal 8tpi ACME thread on the lathe. This is to repair my milling vice which I recently found out had a part broken as some of you may have seen in my Poppin flame licker thread.
My lathe has a screw cuttting gear box with full range of feeds and speeds so that isn't an issue, it's also easily man enough for the job. The real problem is, I don't really know how to grind the tool. I guess I could work it out from the thread geometry, probably on CAD but it would take a while. I need to know what clearances I need on the tool and what size cuts I should be taking etc, also whether it is critical to feed in and an angle etc.
Please don't suggest any other options for repairing the vice, I know there are other ways to skin a cat and I have a few options but I want to have a go at repairing it the right way first.
Thanks,
Nick