




jack620
Well-Known Member
Sorry for all the questions. A lot of this is probably bleeding obvious to most of you guys, but it's a whole new world to me.
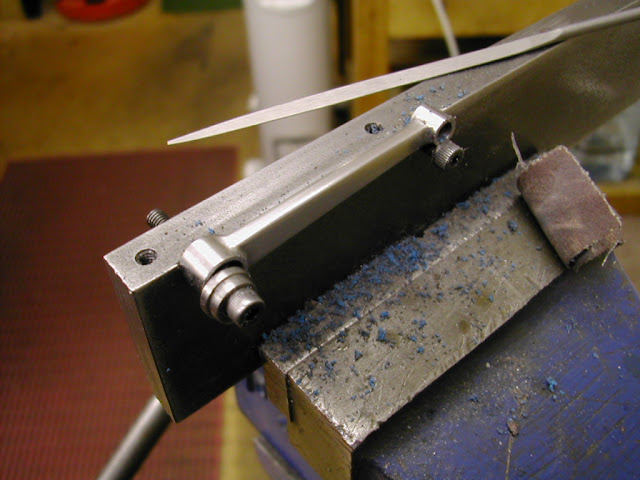
The conrod for the ML Midge is shown in the extract from the plans below. To make the manufacture of them easier and neater I propose to make them as shown in the Sketchup picture. The plan is to drill and ream the holes then attach 4mm and 5mm filing buttons. Then I can simply file between the buttons to get nice flat sides and a symmetrical shape.
My only concern is the extra weight. I imagine it is minuscule but as this is my first engine I really have no idea what the effect will be. What do you think?
Chris


The conrod for the ML Midge is shown in the extract from the plans below. To make the manufacture of them easier and neater I propose to make them as shown in the Sketchup picture. The plan is to drill and ream the holes then attach 4mm and 5mm filing buttons. Then I can simply file between the buttons to get nice flat sides and a symmetrical shape.
My only concern is the extra weight. I imagine it is minuscule but as this is my first engine I really have no idea what the effect will be. What do you think?
Chris
")