




jack620
Well-Known Member
Ladies and Gents. I thought it would be a good idea to have one thread for my ML Midge build rather than start a new thread for every part. I am building two Midges from a set of metric plans supplied by Ron Chernich.
So far I have completed the outside machining of the crankcases, the heads are finished and the cylinder liners have been machined. The last pic shows what I've done so far.
The boring of the crankcases is waiting until I receive a 10mm ER40 collet to grip the "nose" of the crankcase.
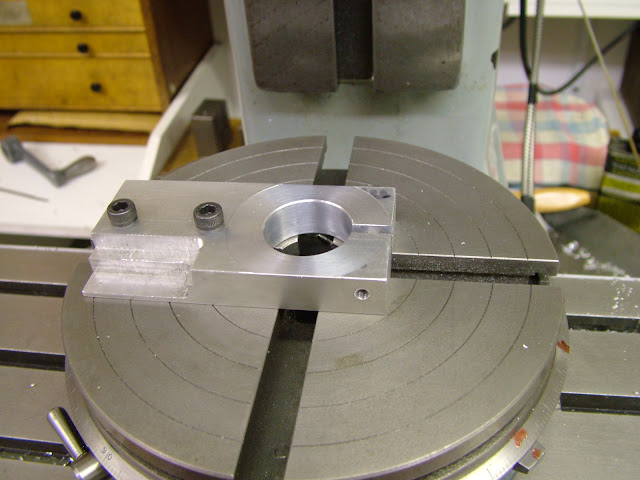
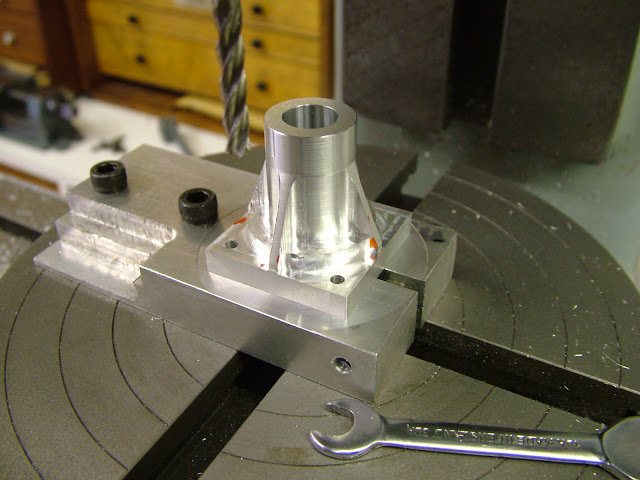
In the meantime I would like to drill and mill the transfer ports in the cylinder liners. I intend doing this with my lathe's milling attachment. I'm thinking of securing the liner vertically in the mill chuck with an aluminium "bung" in each end to improve the grip of the liner in the chuck. Since the chuck is hardened and ground I will probably slip a piece of emery paper between the chuck jaws and the bungs for added grip. Pics below.
All ports are located vertically with reference to the flange in the middle of the liner. Since I don't have a DRO, I plan to use my dial indicator to set the vertical slide for drilling the 4 holes. I will also need some method of keeping the liner centred as I rotate it to the 4 positions for the holes. Otherwise I'll have to re-find centre every time. Maybe a small V-block?
Please let me know your thoughts.
Chris




So far I have completed the outside machining of the crankcases, the heads are finished and the cylinder liners have been machined. The last pic shows what I've done so far.
The boring of the crankcases is waiting until I receive a 10mm ER40 collet to grip the "nose" of the crankcase.
In the meantime I would like to drill and mill the transfer ports in the cylinder liners. I intend doing this with my lathe's milling attachment. I'm thinking of securing the liner vertically in the mill chuck with an aluminium "bung" in each end to improve the grip of the liner in the chuck. Since the chuck is hardened and ground I will probably slip a piece of emery paper between the chuck jaws and the bungs for added grip. Pics below.
All ports are located vertically with reference to the flange in the middle of the liner. Since I don't have a DRO, I plan to use my dial indicator to set the vertical slide for drilling the 4 holes. I will also need some method of keeping the liner centred as I rotate it to the 4 positions for the holes. Otherwise I'll have to re-find centre every time. Maybe a small V-block?
Please let me know your thoughts.
Chris




")


