




- Joined
- Nov 14, 2009
- Messages
- 675
- Reaction score
- 104
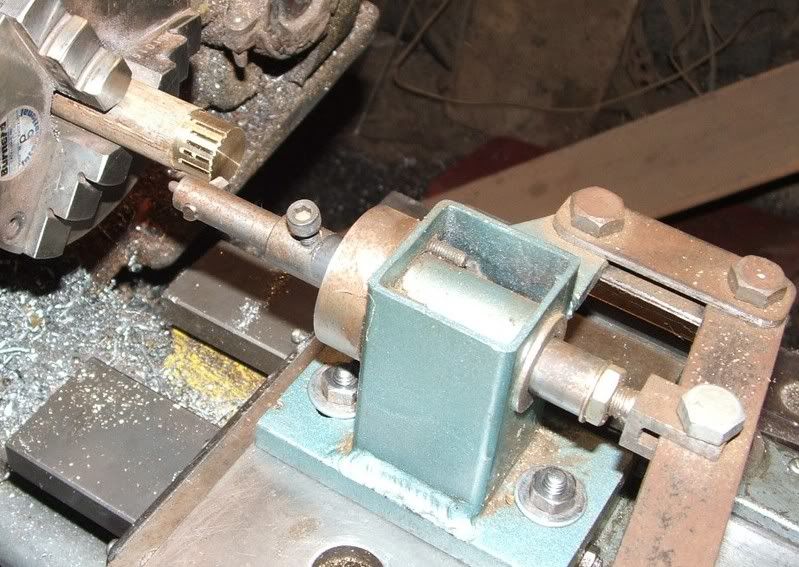
I want to make a keyway cutting attachment for the ML7,thinking of taking the screw and handle from the end of the top slide and replaceing it with a pivot going downwards ,for a lever attached to the cross slide tee slots,with a slot in the end of the lever.They are only small keyways so not a lot of strain needed,I feel it would be better than racking the saddle back and fore.
What do you Guys think ?
Don
PS Wish i could write like some of you boys on here.
What do you Guys think ?
Don
PS Wish i could write like some of you boys on here.



")



