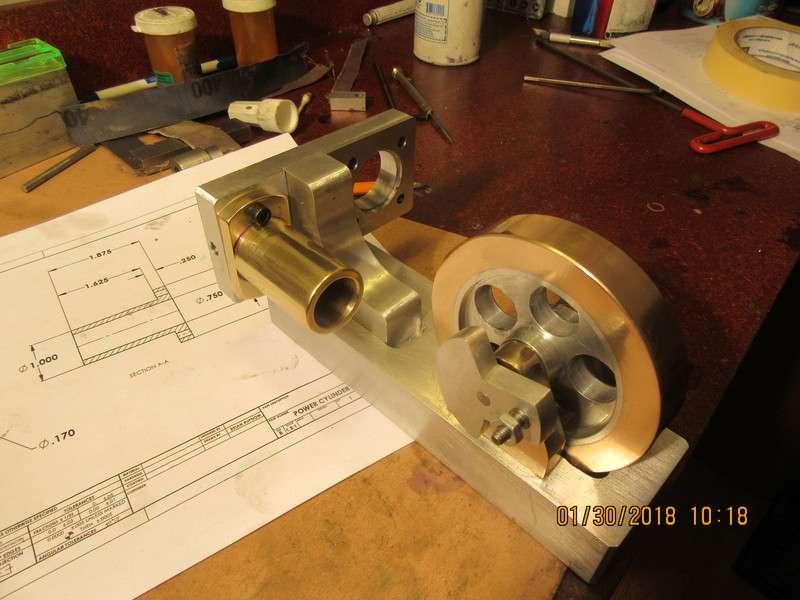
I was a bit unimpressed with how "unfreely" the flywheel spun on my engine with the bearings degreased. Then I loosened the bolts off on one of the bearing stands, and WOW!!!
[ame]https://www.youtube.com/watch?v=lUDu-TNftR0[/ame]
[ame]https://www.youtube.com/watch?v=lUDu-TNftR0[/ame]