




BobWarfield
Well-Known Member
- Joined
- Dec 27, 2007
- Messages
- 1,151
- Reaction score
- 1
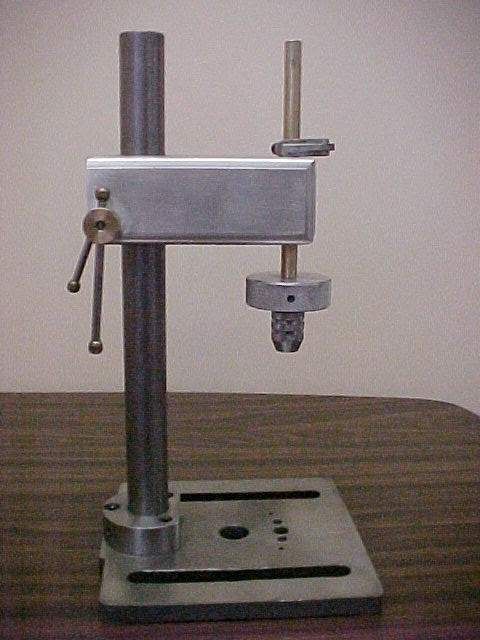
Wes, on the drill press handle, how about the idea of raising the table rather than lowering the spindle? Mcgyver and others have done that and it seems to be something's that's simple and works well.
What kind of speed do you plan for your spindle? Those tiny bits like a lot of rpms!
Best,
BW
What kind of speed do you plan for your spindle? Those tiny bits like a lot of rpms!
Best,
BW
") ).
).

![picresized_th_1208441539_DSC00219[1].jpg](https://cdn.imagearchive.com/homemodelenginemachinist/data/attach/0/68-picresized-th-1208441539-DSC00219-1-.jpg "picresized_th_1208441539_DSC00219[1].jpg")
![picresized_th_1208441790_DSC00220[1].jpg](https://cdn.imagearchive.com/homemodelenginemachinist/data/attach/0/69-picresized-th-1208441790-DSC00220-1-.jpg "picresized_th_1208441790_DSC00220[1].jpg")
![picresized_th_1208442042_DSC00221[1].jpg](https://cdn.imagearchive.com/homemodelenginemachinist/data/attach/0/70-picresized-th-1208442042-DSC00221-1-.jpg "picresized_th_1208442042_DSC00221[1].jpg")
