JAndrew
Well-Known Member
- Joined
- Aug 9, 2013
- Messages
- 113
- Reaction score
- 21
HMEM,
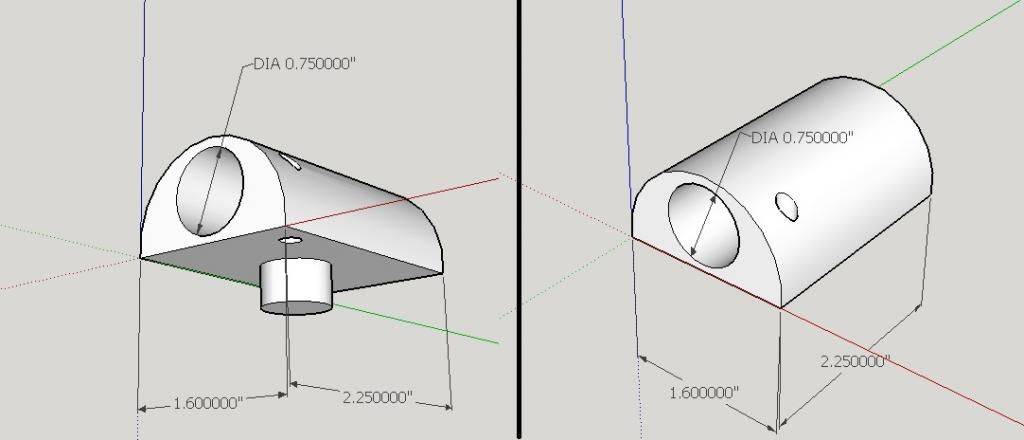
I had to stop working on my first IC engine and tear down my Diamond horizontal mill's table. The leadscrew nut for the y axis is shot. There's no chance of me finding a replacement anywhere as it has an odd outside shape so I was going to go ahead with turning one myself (using the lathe and not tapping).
I've done internal acme threading once before though it was over 10 years ago now.
My first question would be:
Is it brass or bronze and what alloy should I try to buy. I'll need a piece of 1.75" square stock 2.25" in length so it's going to be pricey
The next question:
Do I need to lap the nut to the leadscrew? I read something about it online but don't know if that's something I really need to do or not. If so should the threads be cut slightly under finished....? I guess that wouldn't work though because the leadscrew wouldn't thread in....? Or is that only for leadscrew nuts that have adjusting screws on them...?
Thanks in advance for any advice or guidance you can offer.
-J.Andrew
P.S. Almost forgot the leadscrew is a 3/4"-10RH Acme thread.
I had to stop working on my first IC engine and tear down my Diamond horizontal mill's table. The leadscrew nut for the y axis is shot. There's no chance of me finding a replacement anywhere as it has an odd outside shape so I was going to go ahead with turning one myself (using the lathe and not tapping).
I've done internal acme threading once before though it was over 10 years ago now.
My first question would be:
Is it brass or bronze and what alloy should I try to buy. I'll need a piece of 1.75" square stock 2.25" in length so it's going to be pricey
The next question:
Do I need to lap the nut to the leadscrew? I read something about it online but don't know if that's something I really need to do or not. If so should the threads be cut slightly under finished....? I guess that wouldn't work though because the leadscrew wouldn't thread in....? Or is that only for leadscrew nuts that have adjusting screws on them...?
Thanks in advance for any advice or guidance you can offer.
-J.Andrew
P.S. Almost forgot the leadscrew is a 3/4"-10RH Acme thread.