




DickDastardly40
Well-Known Member
- Joined
- Oct 23, 2007
- Messages
- 309
- Reaction score
- 0
Progress in anything seems slow, however did manage to get these done. Made 6 identical top hat discs 1" to 13/16" for eccentrics for my triple. To drill them I made a brass mandrell bored to a close fit to the 13/16 and cross drilled and tapped 6BA with 2 grub screws:
I then clocked with a disc installed to get on centre:

and then offset the X axis the required 9/64"
I could then drill and ream to 3/8" as required and swap discs without disturbing set up:

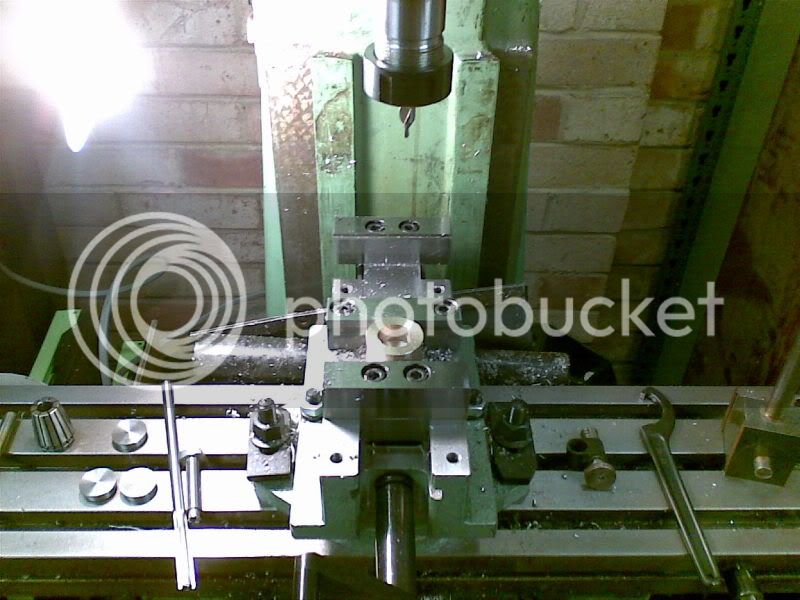
The mandrell was then turned through 90 degrees in the vice and a grub screw removed so I could cross drill 2.3mm for the 6BA grub screw in the eccentric and swap pieces in the same manner The job was held in place with a clamp when drilling:

End result 6 identical eccentrics:

I then clocked with a disc installed to get on centre:
and then offset the X axis the required 9/64"
I could then drill and ream to 3/8" as required and swap discs without disturbing set up:
The mandrell was then turned through 90 degrees in the vice and a grub screw removed so I could cross drill 2.3mm for the 6BA grub screw in the eccentric and swap pieces in the same manner The job was held in place with a clamp when drilling:
End result 6 identical eccentrics: