I drank too much Stirling kool-aid and now feel the need to build one. I don't have a lathe but I have a cnc mill. I want to build the Jan Ridder Bas design that has aluminum cooling fins. I have many questions as I'm not a Machinist.
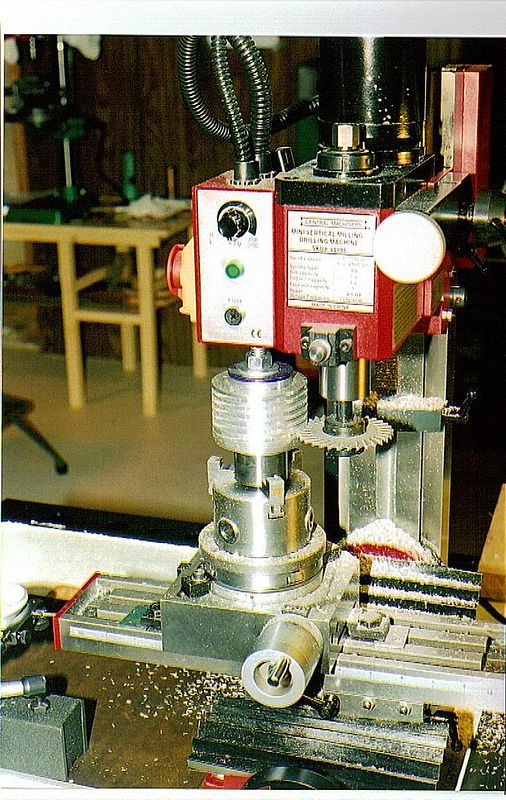
Is there anything wrong with turning the mill into a vertical lathe via a R8 shank lathe chuck?
The cooling cylinder has four holes through it and the cooling fins are flat on two sides and round on the other two. I'm thinking I should proceed in this order:
Shape the solid block of Aluminum first. Two sides flat and two round.
Drill the 4 through holes
Cut the space between the cooling fins using the Mill as a vertical lathe.
Drill and bore the cylinder
All advice appreciated!
Is there anything wrong with turning the mill into a vertical lathe via a R8 shank lathe chuck?
The cooling cylinder has four holes through it and the cooling fins are flat on two sides and round on the other two. I'm thinking I should proceed in this order:
Shape the solid block of Aluminum first. Two sides flat and two round.
Drill the 4 through holes
Cut the space between the cooling fins using the Mill as a vertical lathe.
Drill and bore the cylinder
All advice appreciated!