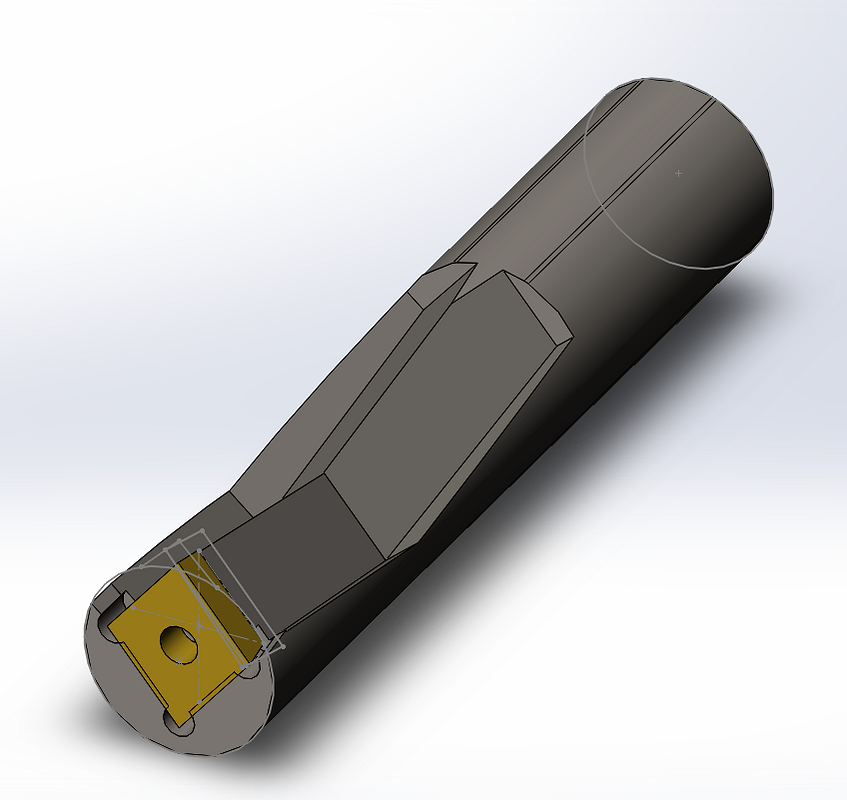
The tip of your cutter is already past the center of the chuck. You don't need to reach in any farther than that .Here is a rather shabby youtube link to the cutter being used.
[ame]http://www.youtube.com/watch?v=6ygtJFBRUOU[/ame]
[ame]http://www.youtube.com/watch?v=6ygtJFBRUOU[/ame]
Last edited: