Hi,
While Marv is correct in stating that if you measure an internal diameter with the inner jaws of vernier calipers there will be an error due to the fact that the jaws do not come to a knife edge, this error is not usually a problem.
My calipers have flats on the inner jaws that are 9 thou wide (call it 10 thou to make the sums easy). This gives the following theoretical errors:
Using these calipers to measure a one inch hole will give an error of two tenths.
Measuring a 0.5 inch hole the error becomes four tenths.
The error only really becomes an issue when you get down to hole less than 0.5 inch diameter - at 0.25 in dia. the error is eight tenths.
If you are worried about fractions of a thou, you will not be using these types of calipers to make the measurement anyway.
The real problem with using the vernier jaws is that you cannot assess bore taper.
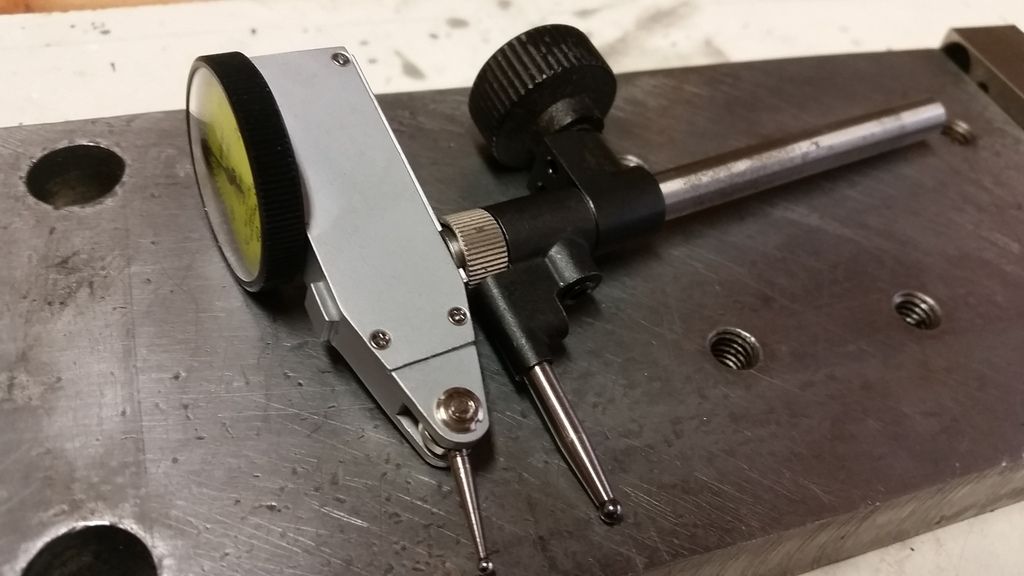
Despite over thirty years in the business (15 as a machineshop instructor) there are still situations where I find it difficult to compare sizes with bore gauges. This is often due to the difference in "feel" due to the difference in surface quality between the bore and the reference (for example, comparing a turned bore with the surface of the micrometer anvils). To get round this inconsistency I made a DTI based gauge similar in concept to the ones shown earlier in this thread which removes the requirement to match the feel of the bore by relying on the DTI stylus spring to provide a constant pressure.
A further requirement that I had on the gauge was that it should have a reach of 1.5 inches to allow bore taper to be assessed.
My gauge is based around a design published in Model Engineer magazine in the 1980s and is designed to work from 2 inch bore (where my "stick" micrometer stops) down to under 0.4 inch.
By machining the contact pad on the swinging arm in-situ the tool reads accurately to one thou over the whole range of the DTI (0.25 inches).
The DTI reads "backwards" due to the operation of the swinging arm so I remarked the dial - in the case of the main dial this involved changing a 5 to a 15 and a 15 to a 5 which was quite simple. Reversing the numbering on the small turns counting dial was too fiddly and I produced a new paper scale.
The DTI shown can be replaced with a metric DTI.
Gauge set to maximum
Gauge set to minimum
Gauge parts
Ian.