




DavesWimshurst
DavesWimshurst
- Joined
- Dec 7, 2008
- Messages
- 102
- Reaction score
- 3
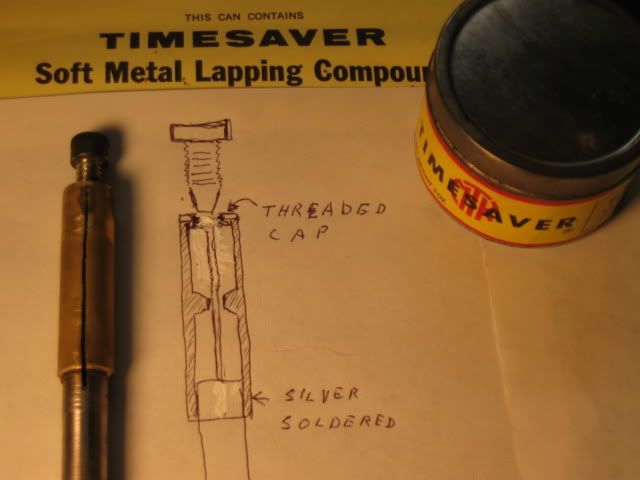
A couple of years ago I built a Ringbom engine. It is a variation of the Stirling which uses the internal pressure variations to move the displacer piston. The oversized piston rod provides enough piston area to lift a light weight displacer piston.
A quick video

Dave
A quick video
Dave
 oke:
oke: