Hi Guys,
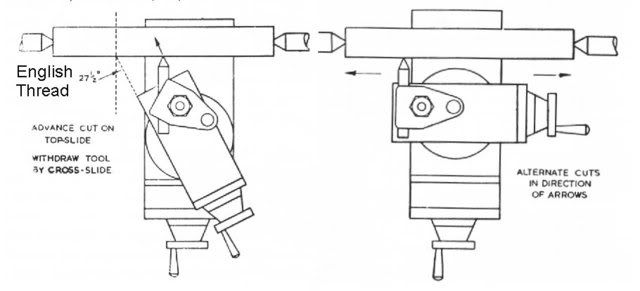
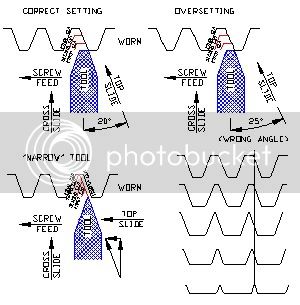
Shall we put a fallacy to bed. When we cut threads we do not make plunge cuts, unless we are making a groove. When threading the tool is moving left all the time it is cutting, this by definition is a sliding cut.
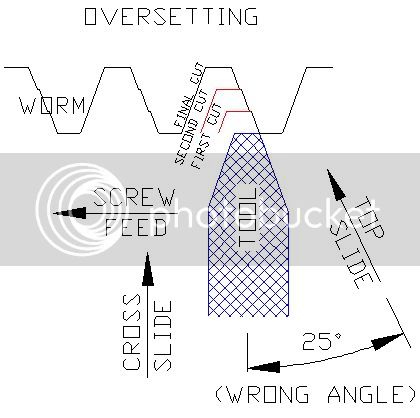
If we want to cut a "V" groove, setting the top slide to half V angle would indeed save chip crowding. When threading we are not cutting a single groove but an helix and on one side only. Think about it!
Not that setting the top slide at half angle is wrong, clearly it works, it is just unnecessary.
As has already been said the advantage of not setting the top slide over is that the thread can be widened once core diameter has been reached. This is very useful if you don't want to grind a new threading tool for each pitch thread you want to cut, remember that the nose on the end should be a match for the pitch, and who wants to do that?
Have any of you chaps looked at a screw cut thread under a microscope? What looks nice and cleanly cut, is in fact more like a file. Might make you want to take a shaving cut on the right hand flank.
Might make you want to take a shaving cut on the right hand flank.
Ned
Shall we put a fallacy to bed. When we cut threads we do not make plunge cuts, unless we are making a groove. When threading the tool is moving left all the time it is cutting, this by definition is a sliding cut.
If we want to cut a "V" groove, setting the top slide to half V angle would indeed save chip crowding. When threading we are not cutting a single groove but an helix and on one side only. Think about it!
Not that setting the top slide at half angle is wrong, clearly it works, it is just unnecessary.
As has already been said the advantage of not setting the top slide over is that the thread can be widened once core diameter has been reached. This is very useful if you don't want to grind a new threading tool for each pitch thread you want to cut, remember that the nose on the end should be a match for the pitch, and who wants to do that?
Have any of you chaps looked at a screw cut thread under a microscope? What looks nice and cleanly cut, is in fact more like a file.
Might make you want to take a shaving cut on the right hand flank.Ned