- Joined
- Jul 16, 2007
- Messages
- 2,993
- Reaction score
- 1,061
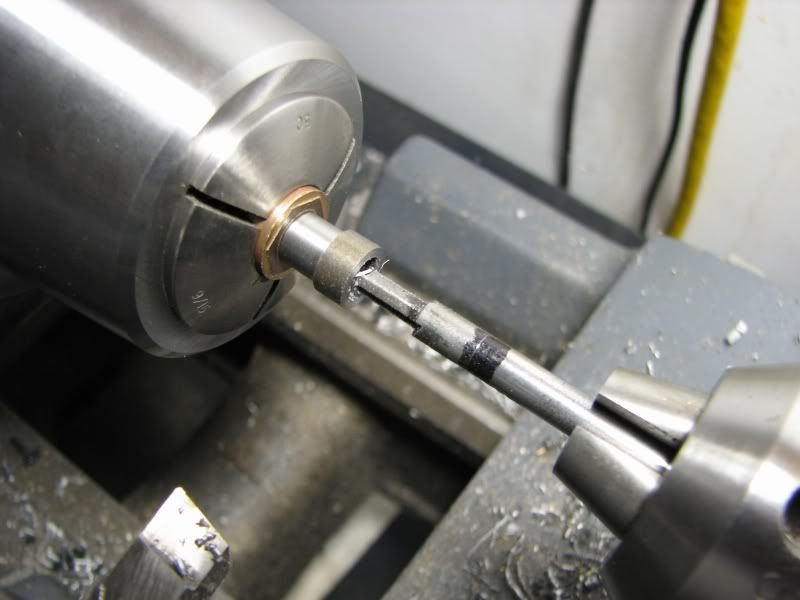
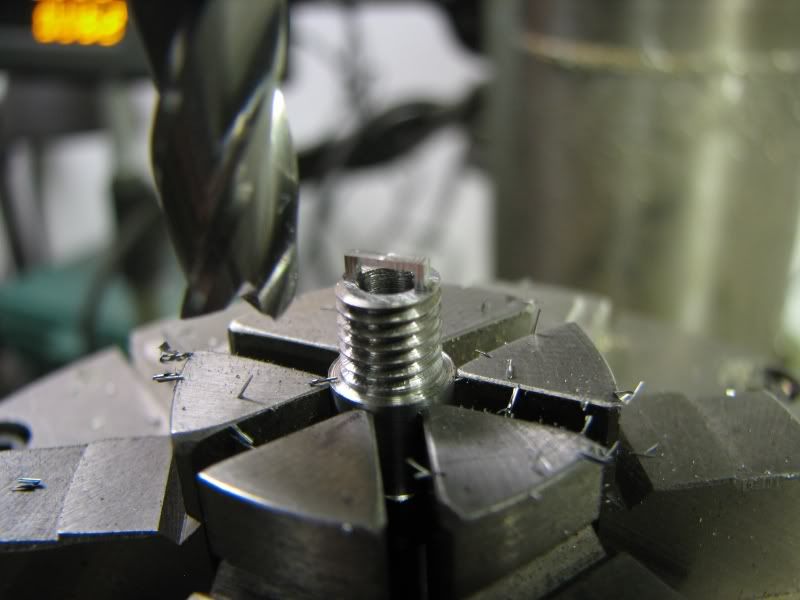
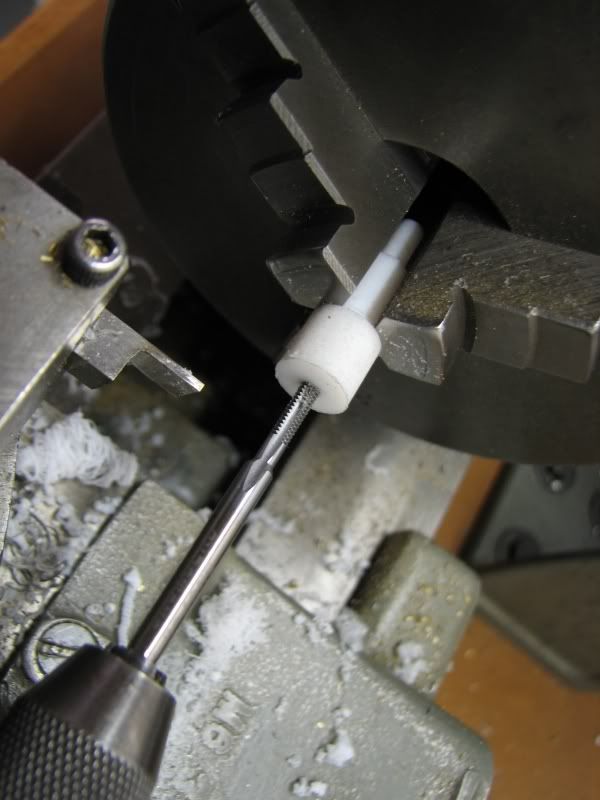
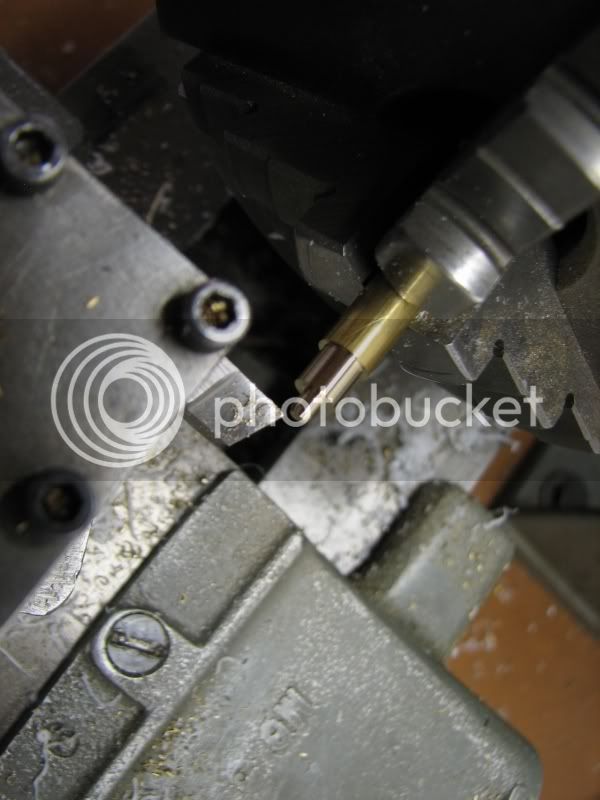
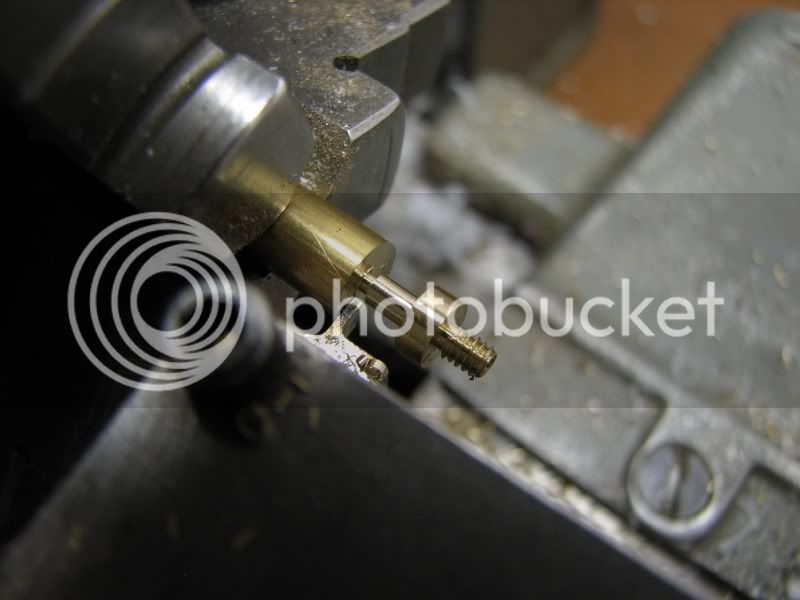
Good evening gentlemen. I am presenting my spark plug build tutorial for your edification. I have made a change to the manner in which I build them that differs a little from the drawing that I have posted in the downloads section. I have threaded the top of the insulator a short way and likewise the cap so that they screw together and can be removed to adjust for wear. To start off with I am using a piece of .375 dia. 12L14 steel for the body. The first series of photos shows the turning of the body, the first pass chasing the 1/4-28 thread, the finished thread and cutting off, leaving a little for facing when turned around for the next series of operations.