DickDastardly40
Well-Known Member
- Joined
- Oct 23, 2007
- Messages
- 309
- Reaction score
- 0
Gents
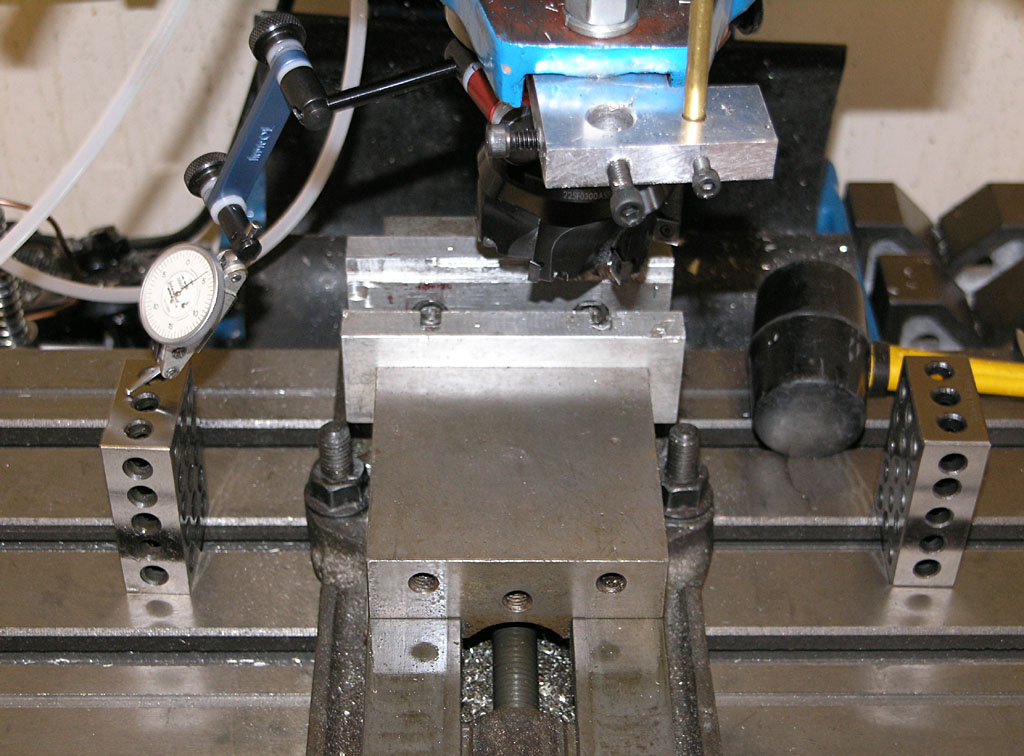
I hit upon this idea to check the tram of my mill without removing the vice and sweeping with a DTI. I don't know if it is my own thinking or I read about it elsewhere; anyway I'd appreciate you views on its accuracy. My mill head doesn't nod so I think it's a valid test.
I put the angle rod for my DTI into a collet at just past 90 degrees and measured the height to the highest point.
on the left and right. As it turned out, mine was spot on, but I guessed thet you could measure the high and low sides, then split the difference to adjust to correct it.


Sorry for the crap camera phone pics.
Al
I hit upon this idea to check the tram of my mill without removing the vice and sweeping with a DTI. I don't know if it is my own thinking or I read about it elsewhere; anyway I'd appreciate you views on its accuracy. My mill head doesn't nod so I think it's a valid test.
I put the angle rod for my DTI into a collet at just past 90 degrees and measured the height to the highest point.
on the left and right. As it turned out, mine was spot on, but I guessed thet you could measure the high and low sides, then split the difference to adjust to correct it.
Sorry for the crap camera phone pics.
Al