




Cedge
Well-Known Member
- Joined
- Jul 12, 2007
- Messages
- 1,730
- Reaction score
- 29
It's no secret that I like making tools. When i first began machining metal, most of my projects were either tools or mods to my machines. Both are great for learning the ends and outs of different metals and techniques. I often looked through tool catalogs for things I could not only use, but make myself. It gave me some satisfaction to end up with a $200.00 gizmo from a couple of dollars worth of scrap metal.
The tool shown below began its evolution from just such a project. Travers Tool catalog had a tool designed to cut larger circular holes from sheet and them plate. The listing also gave enough specifications to make it easy to duplicate the tool. It had a "hook shaped" cutter which trailed behind the center line of the body. The hook "cut/scraped" the metal away, leaving a nice clean walled hole and a round center core. It worked much like the typical hole drill we all bought for use on a drill press, with wood.
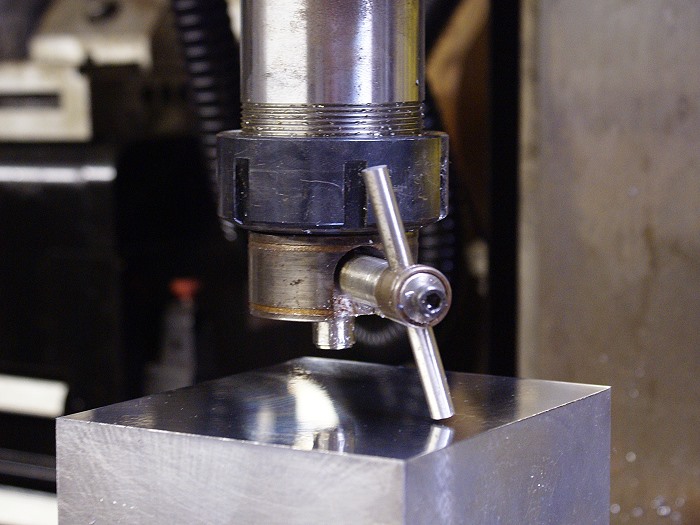
The surface that you see has not been polished in any way. A light wipe down with carburetor cleaner and a soft cloth is all that was done before the photo was taken. The surface is flat enough that .0005 shim stock will not slide beneath a parallel sitting atop the cut. (smaller than I can accurately measure with the tools I have)
I also built a 2 inch fly cutter, which used a stationary round tool steel cutter, with the same basic trailing angle. It worked great but was limited by it's small diameter. I still use it often on small pieces and it never fails to give me a nice clean surface. With a bit of experimentation, I found the adjustable tool also functioned quite nicely for "fly cutting"
Yesterday, I scored a large piece of 6061 aluminum that is destined to become an elevated work surface for use with the swivel head on my SX3 mill. This will give me the ability to use it as a Horizontal mill when the need arises.
Back to the tool.... I began squaring the 4 x 4.5 x 5.5 inch block today and decided to see if I could "fly cut" it for some nice slick, square faces. I picked up the expandable version hole cutter and put a fresh pound of HSS in the holder. The tool is not made for making deep cuts. In fact, .005 in. is pretty heavy with the reverse rake the attack angle gives. What it does well is shallow cuts with minimal tool marks when run between 150 and 200 RPM with a slow feed and lots of WD40. The finish is such that a light lapping for 2 or 3 minutes will remove virtually all the swirl marks.
I've never seen this particular tool offered anywhere and I've tested it for quite a while before having the nerve to post it here. I'm not sure whether it would be considered a proper fly cutter, or perhaps a burnishing tool, but it works great for large flat surfaces. One caveat.... the mill has to be adjusted pretty stiff and it has to be in near perfect tram or the surface will "cup".
I'll be happy to post more detailed photos if anyone is interested.
Steve
The tool shown below began its evolution from just such a project. Travers Tool catalog had a tool designed to cut larger circular holes from sheet and them plate. The listing also gave enough specifications to make it easy to duplicate the tool. It had a "hook shaped" cutter which trailed behind the center line of the body. The hook "cut/scraped" the metal away, leaving a nice clean walled hole and a round center core. It worked much like the typical hole drill we all bought for use on a drill press, with wood.
The surface that you see has not been polished in any way. A light wipe down with carburetor cleaner and a soft cloth is all that was done before the photo was taken. The surface is flat enough that .0005 shim stock will not slide beneath a parallel sitting atop the cut. (smaller than I can accurately measure with the tools I have)
I also built a 2 inch fly cutter, which used a stationary round tool steel cutter, with the same basic trailing angle. It worked great but was limited by it's small diameter. I still use it often on small pieces and it never fails to give me a nice clean surface. With a bit of experimentation, I found the adjustable tool also functioned quite nicely for "fly cutting"
Yesterday, I scored a large piece of 6061 aluminum that is destined to become an elevated work surface for use with the swivel head on my SX3 mill. This will give me the ability to use it as a Horizontal mill when the need arises.
Back to the tool.... I began squaring the 4 x 4.5 x 5.5 inch block today and decided to see if I could "fly cut" it for some nice slick, square faces. I picked up the expandable version hole cutter and put a fresh pound of HSS in the holder. The tool is not made for making deep cuts. In fact, .005 in. is pretty heavy with the reverse rake the attack angle gives. What it does well is shallow cuts with minimal tool marks when run between 150 and 200 RPM with a slow feed and lots of WD40. The finish is such that a light lapping for 2 or 3 minutes will remove virtually all the swirl marks.
I've never seen this particular tool offered anywhere and I've tested it for quite a while before having the nerve to post it here. I'm not sure whether it would be considered a proper fly cutter, or perhaps a burnishing tool, but it works great for large flat surfaces. One caveat.... the mill has to be adjusted pretty stiff and it has to be in near perfect tram or the surface will "cup".
I'll be happy to post more detailed photos if anyone is interested.
Steve
")
