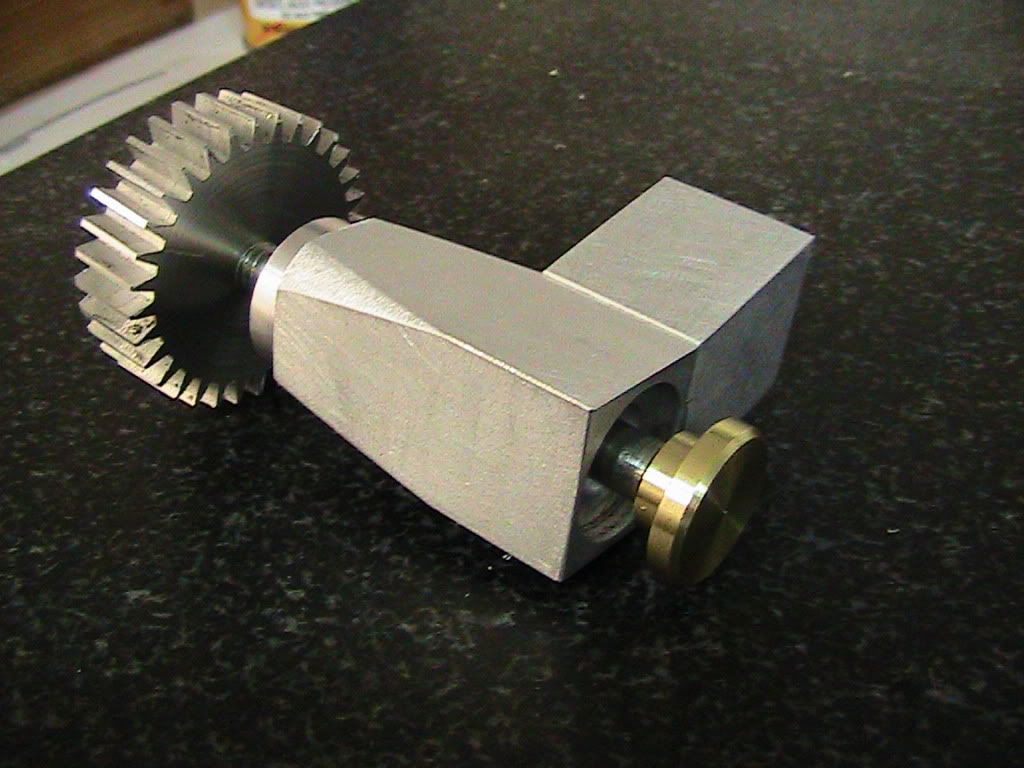
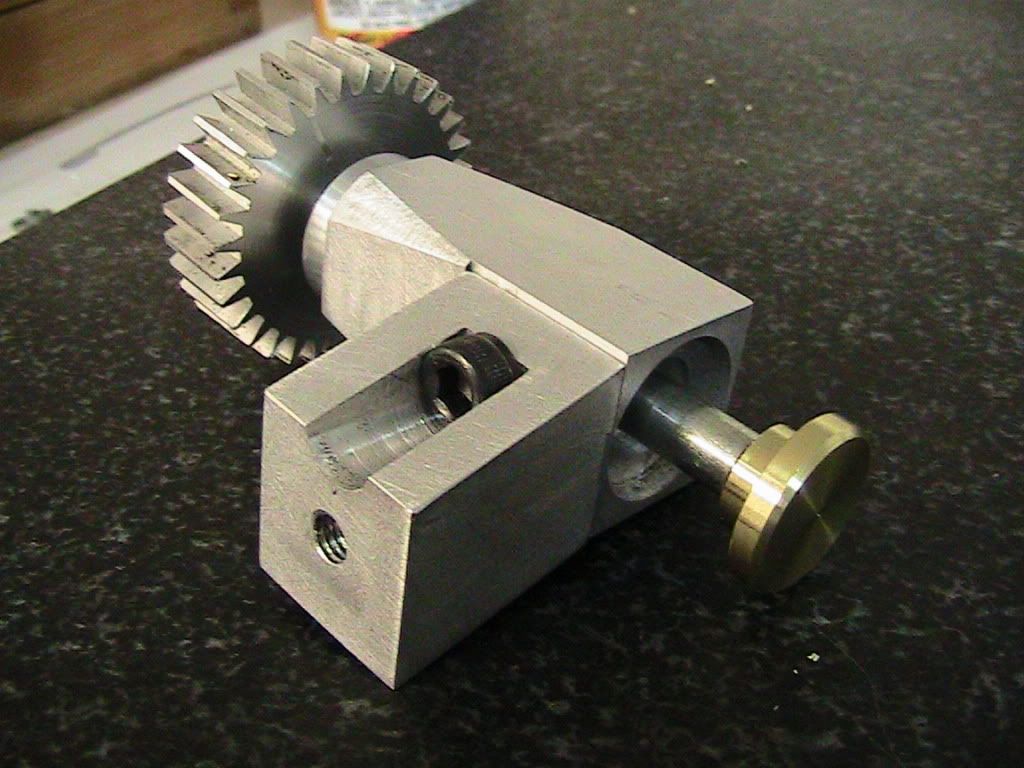
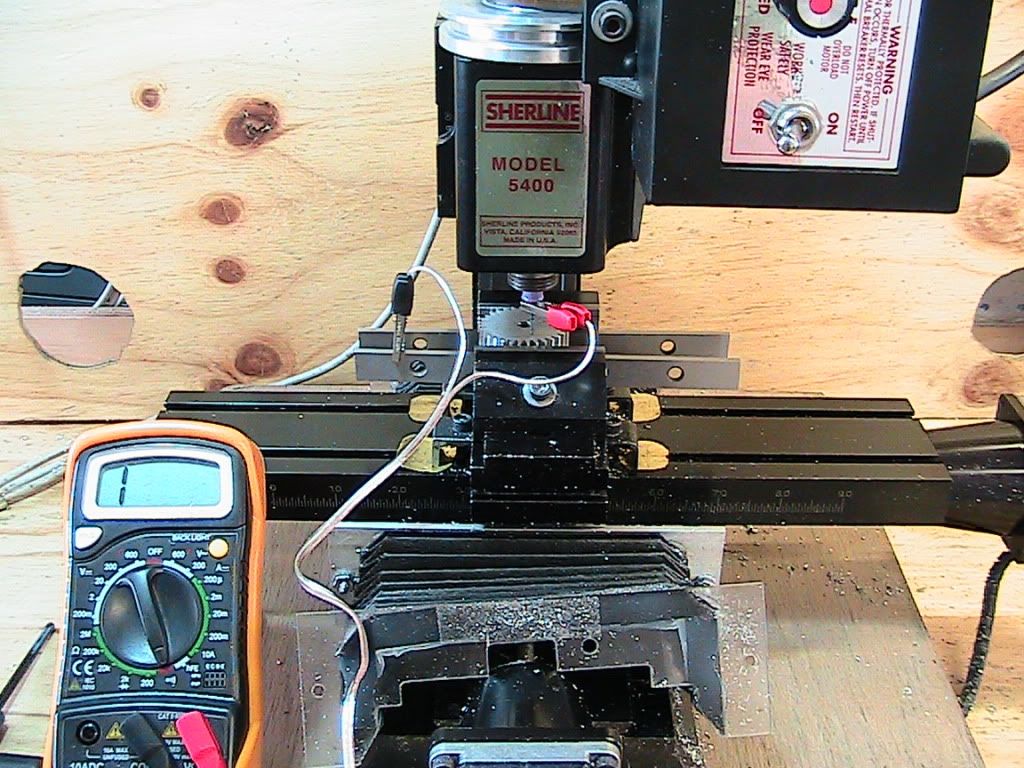
I have a SB10K and want to make a thread dial, just for the heck of it. The lathe has a 0.750" 8tpi acme leadscrew. I am about to cut the gear on my sherline mill. But before messing up, I should ask someone who does know better ")
I believe I need a 32 tooth gear. I understand the logic of the thread dial, but I have never seen one or operated one .
I calculate the following:
1. 32 teeth * 1/8 pitch = 4" pitch circle, or 4/pi =1.2732" pitch diameter
2. the outer diameter is 1.2732 + 1/8 = 1.3982"
I decided to make the gear 0.400" thick - the leadscrew has a ~0.250" keyway cut lengthwise (SB's way to power the autofeeds), and I would like the thread dial's gear to be able to clear this keyway.
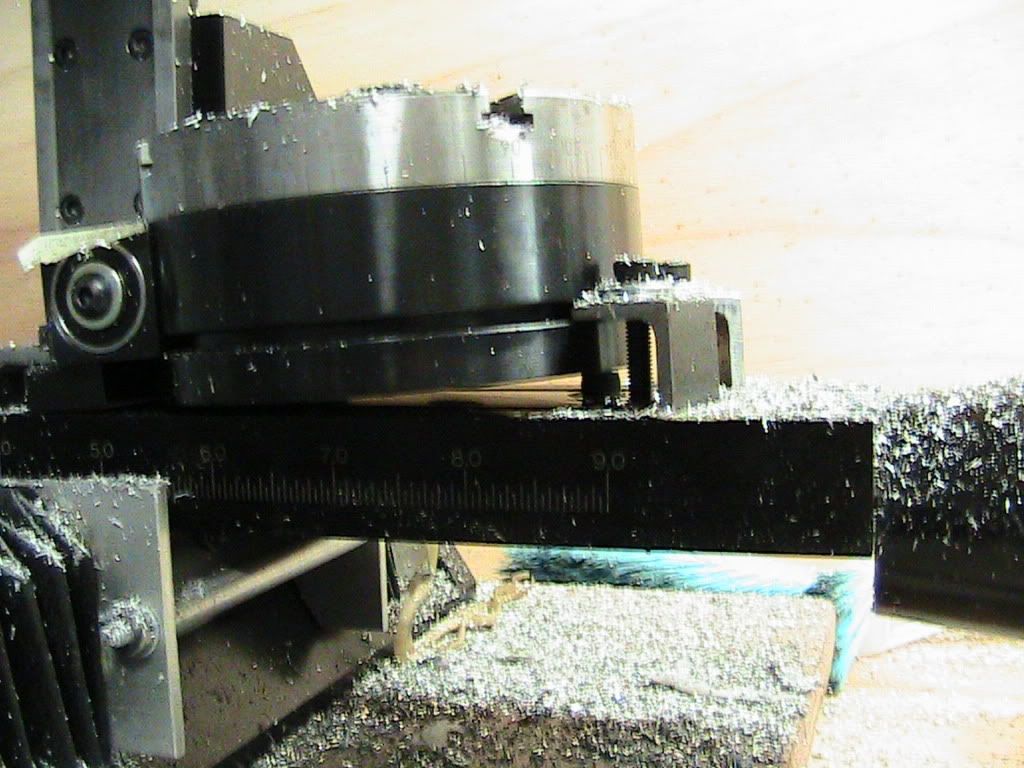
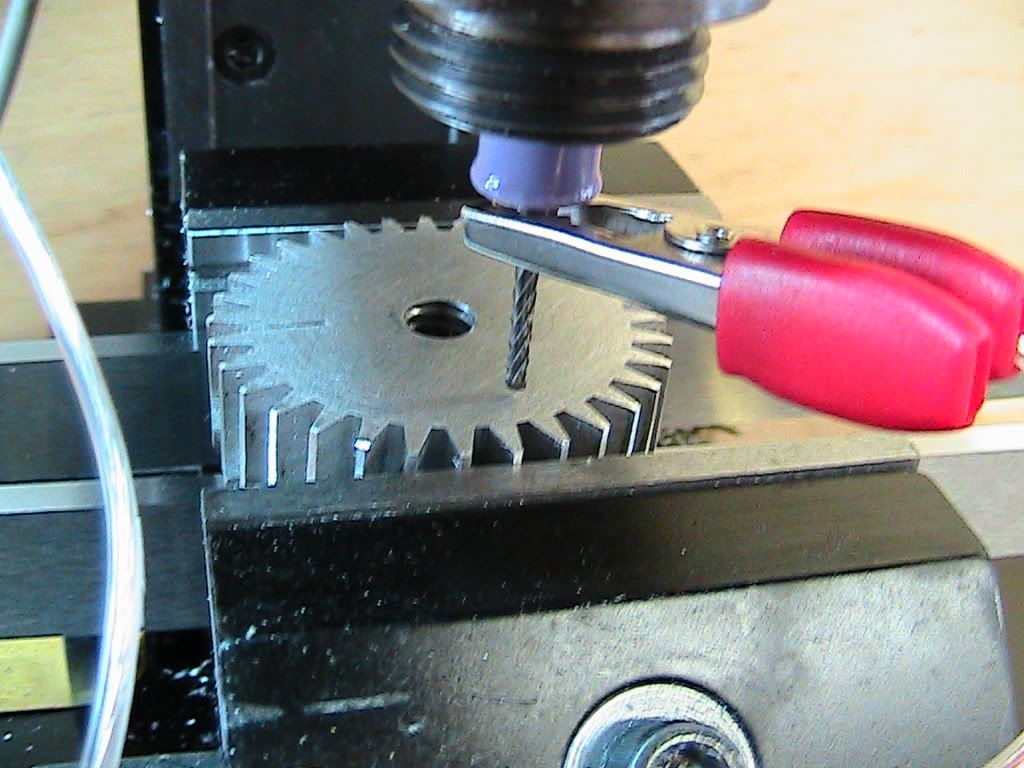
I think that straight teeth would work (no load), but the keyway may ... hob them away. So I will cut them at an angle, i.e., that of the helix of the leadscrew. And here is the question. What is the correct angle?
A. arctan(pitch / pitch diameter)=arctan(0.125/(0.75-0.125)) = 11.31 degrees? -- the angle corresponding to the "projection" of the leadscrew on a surface containing its axis, OR
B. arctan(pitch/pitch circle) = arctan(0.125/((0.75-0.125)*pi)) = 3.64 degrees?
I believe it is B, as it is the angle of the leadscrew part that is "presented" to the gear each time... But I have no other reasoning -- just this intuition, and this is never good enuf.
any thoughts?
Perhaps if I sleep on it... (the gear blank I mean)...
take care,
tom in MA
PS. since this bugger will have no resistance when turning, can't I get by with a simple gear?
I believe I need a 32 tooth gear. I understand the logic of the thread dial, but I have never seen one or operated one
. I calculate the following:
1. 32 teeth * 1/8 pitch = 4" pitch circle, or 4/pi =1.2732" pitch diameter
2. the outer diameter is 1.2732 + 1/8 = 1.3982"
I decided to make the gear 0.400" thick - the leadscrew has a ~0.250" keyway cut lengthwise (SB's way to power the autofeeds), and I would like the thread dial's gear to be able to clear this keyway.
I think that straight teeth would work (no load), but the keyway may ... hob them away. So I will cut them at an angle, i.e., that of the helix of the leadscrew. And here is the question. What is the correct angle?
A. arctan(pitch / pitch diameter)=arctan(0.125/(0.75-0.125)) = 11.31 degrees? -- the angle corresponding to the "projection" of the leadscrew on a surface containing its axis, OR
B. arctan(pitch/pitch circle) = arctan(0.125/((0.75-0.125)*pi)) = 3.64 degrees?
I believe it is B, as it is the angle of the leadscrew part that is "presented" to the gear each time... But I have no other reasoning -- just this intuition, and this is never good enuf.
any thoughts?
Perhaps if I sleep on it... (the gear blank I mean)...
take care,
tom in MA
PS. since this bugger will have no resistance when turning, can't I get by with a simple gear?