stragenmitsuko
Well-Known Member
- Joined
- Jan 19, 2016
- Messages
- 327
- Reaction score
- 143
Let me start by saying I'm not an insert guy .
I like my hss tools , I like to grind them , and I 'm the proud owner of a
clarkson MKIII t&c grinder . Never needed inserts , and hardly use them .
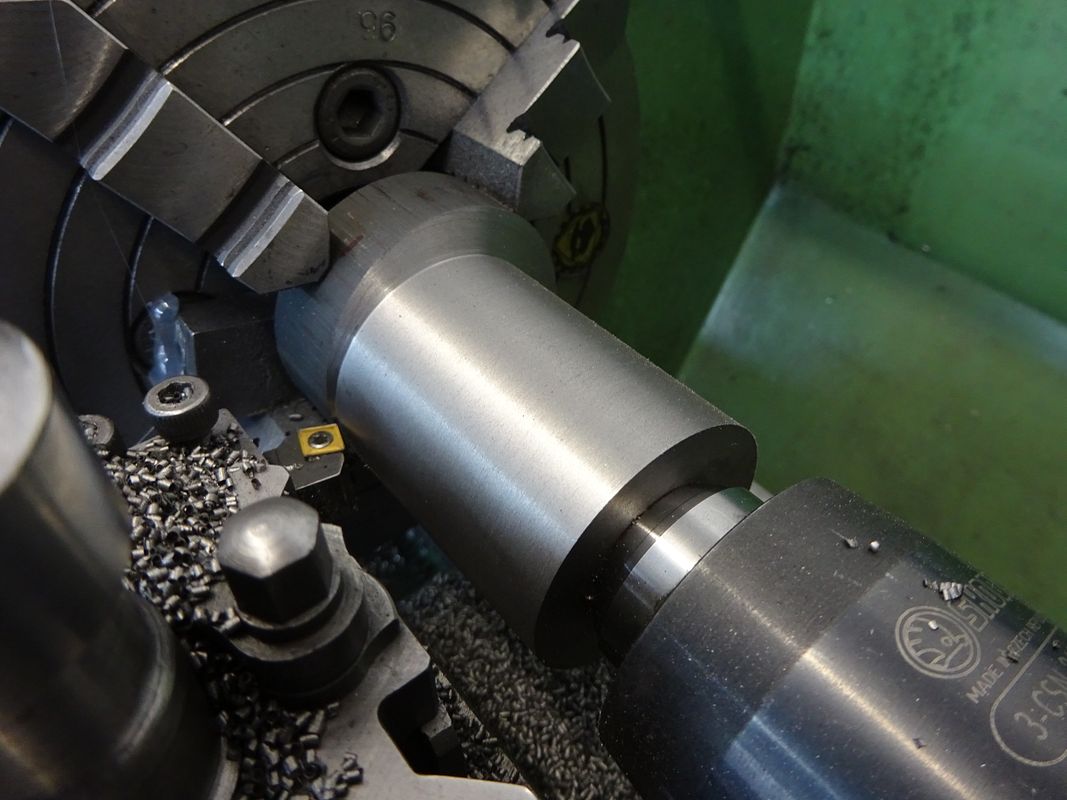
That said , I recently got some lathe tools with ccgt0903 inserts .
CCGT is ment to be used on alloy's .
So I gave them a try .
And I must say , I'm speechless with the way they perform .
These inserts have a high positive rake , are rasor sharp , and leave a bright shiny finish when turning aluminium .
Even the worst alum I have ( the home cast variety ) machines to a very acceptable finish , with no sticking of the chips to the tool .
Thought I'de share that .
Pat
Btw I wonder what material these inserts are made of . It doesn't look like carbide .

I like my hss tools , I like to grind them , and I 'm the proud owner of a
clarkson MKIII t&c grinder . Never needed inserts , and hardly use them .
That said , I recently got some lathe tools with ccgt0903 inserts .
CCGT is ment to be used on alloy's .
So I gave them a try .
And I must say , I'm speechless with the way they perform .
These inserts have a high positive rake , are rasor sharp , and leave a bright shiny finish when turning aluminium .
Even the worst alum I have ( the home cast variety ) machines to a very acceptable finish , with no sticking of the chips to the tool .
Thought I'de share that .
Pat
Btw I wonder what material these inserts are made of . It doesn't look like carbide .

")