




DICKEYBIRD
Well-Known Member
- Joined
- Sep 27, 2007
- Messages
- 653
- Reaction score
- 45
Heres a CNC widget I built that works well for my retrod ORAC lathe so I thought Id post it here. Its been finished for several weeks and has been a real time saver.
Its a Z-axis opto sensor probe thats semi permanently mounted to the back side of the carriage of my lathe. Since most of my CNC lathe work is modifying or repairing existing parts that dont get faced off, Im constantly touching-off tools on the face or a feature of the part which sometimes leaves a mark. Ive used most all the usual methods to set Z-zero, plus I even rigged up a USB microscope but its a real pain to accurately do this on multiple parts.
So, I decided to build this device. It has a little opto sensor/board I got off ebay from Holland, a spring loaded plunger with a flat-faced dial indicator tip on it mounted in a box made from aluminum scraps with a pressed-in acetal bushing. Its dead-nuts repeatable & as accurate as I can measure with a tenths D.T.I. The sensor requires 5vdc and a ground to send an input signal to Mach when its triggered by the shaft. I use the Set Home Z button on Tool 0 in the standard Mach3 Turn screenset. I have set up all of my tools Z-axis offsets in the Mach tooltable so I can now home the Z axis to a feature of the part, slap on which ever tool is needed and cut away with confidence that itll come out on the money.
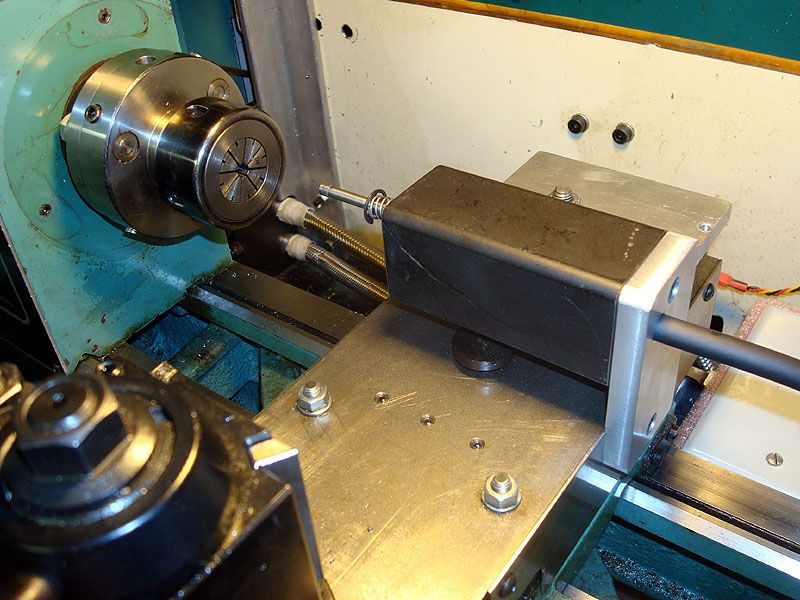
Heres a pic of a typical setup
Its a Z-axis opto sensor probe thats semi permanently mounted to the back side of the carriage of my lathe. Since most of my CNC lathe work is modifying or repairing existing parts that dont get faced off, Im constantly touching-off tools on the face or a feature of the part which sometimes leaves a mark. Ive used most all the usual methods to set Z-zero, plus I even rigged up a USB microscope but its a real pain to accurately do this on multiple parts.
So, I decided to build this device. It has a little opto sensor/board I got off ebay from Holland, a spring loaded plunger with a flat-faced dial indicator tip on it mounted in a box made from aluminum scraps with a pressed-in acetal bushing. Its dead-nuts repeatable & as accurate as I can measure with a tenths D.T.I. The sensor requires 5vdc and a ground to send an input signal to Mach when its triggered by the shaft. I use the Set Home Z button on Tool 0 in the standard Mach3 Turn screenset. I have set up all of my tools Z-axis offsets in the Mach tooltable so I can now home the Z axis to a feature of the part, slap on which ever tool is needed and cut away with confidence that itll come out on the money.



Heres a pic of a typical setup
