
You are using an out of date browser. It may not display this or other websites correctly.
You should upgrade or use an alternative browser.
You should upgrade or use an alternative browser.
Where's Harry Potter when you need him ..... the Dark Arts ...... Grrrrr.. SPT
- Thread starter CrewCab
- Start date




Help Support Home Model Engine Machinist Forum:
This site may earn a commission from merchant affiliate
links, including eBay, Amazon, and others.
John Stevenson said:What gear wheels came with the lathe?
28, (2x) 30, 36, 42, 45, 60, 80, 120, & 127
mklotz
Well-Known Member
steamer said:The program is great as long as you know the pitch of the leadscrew.
Based on the above it would appear to have something not quite english or metric? What are you using for leadscrew pitch as part of your program?
Leadscrew pitch is one of the inputs to the program. You supply the proper value for your particular lathe.
I have to believe that every commercially available lathe today has either an Imperial or metric leadscrew as opposed to some bastardized thread. The errors that some folks are experiencing when trying to cut a given thread pitch are probably due to errors in setup that result from poorly written instructions and the fact that some makers may be claiming that the lathe cuts a given pitch when, in reality, it cuts only an approximation to that pitch.
This is why I'm so vicariously interested in the problems that John is experiencing. If we can really nail down what is going on there, we'll be in a good position to write a clear description for the newcomer explaining what he needs to do to fully understand threading on his machine.
Dhow Nunda wallah
Well-Known Member
- Joined
- Aug 18, 2008
- Messages
- 94
- Reaction score
- 0
Errm, sir?
Has no one considered a tailstock die holder?
Has no one considered a tailstock die holder?
DickDastardly40
Well-Known Member
- Joined
- Oct 23, 2007
- Messages
- 309
- Reaction score
- 0
127 is the likely 'magic' number for imperial to metric conversion in this instance. I think now we need to know what pitch the leadscrew is.
DickDastardly40 said:I think now we need to know what pitch the leadscrew is.
So do I ??? .................. from a trawl it looks like it's (supposed to be) 16tpi, here's a quote from the 9x20 Yahoo group ..........
"they are generally a metric diameter,15mm and an imperial pitch, 16tpi." :wall:
but no matter how many times I try it, using a steel ruler and a pointer I count 17tpi, plus my 1.5 thread pitch gauge is a bloomin' good fit (which works out at 16.9tpi)
DD40 ......... in answer to your earlier questions
")
Carbide tipped 60o spt tool, between 5 and 10 thou, 100rpm, cutting steel rod, new lathe tool and the end of the tip broke off, spray on cutting fluid (aerosol) .............. direct approach ........... cross feed parallel to bed.
hth
Dave
CrewCab said:but no matter how many times I try it, using a steel ruler and a pointer I count 17tpi,
Dave
Aaahh there's the answer.
You count from the start of one tooth to the start of the last tooth at a 1" spacing BUT you don't count that tooth.
Using a ruler with 1/16" graduations they should line up every tooth.
Tea time calls [ Broken leg of lamb - yummie ]
I'll pick this up after tea, it's all in the setup.
.
mklotz
Well-Known Member
DickDastardly40 said:127 is the likely 'magic' number for imperial to metric conversion in this instance. I think now we need to know what pitch the leadscrew is.
127 is indeed the magic number. The trouble is, it can be approximated in many different ways*, and it may be just such an approximation that's the root of the problem here.
--------------------
* the most common two gear approximation on these import lathes is 47/37 = 1.27027 or an error of about 0.02% but, by going to a four gear approximation one can get a lot closer as this sample output from GEARFIND shows...
Desired ratio = 1.27
17:18-39:29- 1.27011 (0.00905059 %) **
17:29-39:18- 1.27011 (0.00905059 %) **
19:17-25:22- 1.27005 (0.0042107 %) **
19:22-25:17- 1.27005 (0.0042107 %)
22:19-34:31- 1.26995 (-0.00401053 %) **
22:31-34:19- 1.26995 (-0.00401053 %)
25:17-19:22- 1.27005 (0.0042107 %)
25:22-19:17- 1.27005 (0.0042107 %)
25:22-38:34- 1.27005 (0.0042107 %)
25:34-38:22- 1.27005 (0.0042107 %)
26:24-34:29- 1.27011 (0.00905059 %)
26:29-34:24- 1.27011 (0.00905059 %)
30:23-37:38- 1.27002 (0.00180183 %) **
30:38-37:23- 1.27002 (0.00180183 %)
31:28-39:34- 1.26996 (-0.00330841 %)
31:34-39:28- 1.26996 (-0.00330841 %)
34:19-22:31- 1.26995 (-0.00401053 %)
34:24-26:29- 1.27011 (0.00905059 %)
34:29-26:24- 1.27011 (0.00905059 %)
34:29-39:36- 1.27011 (0.00905059 %)
34:31-22:19- 1.26995 (-0.00401053 %)
34:36-39:29- 1.27011 (0.00905059 %)
37:23-30:38- 1.27002 (0.00180183 %)
37:38-30:23- 1.27002 (0.00180183 %)
38:22-25:34- 1.27005 (0.0042107 %)
38:34-25:22- 1.27005 (0.0042107 %)
39:18-17:29- 1.27011 (0.00905059 %)
39:28-31:34- 1.26996 (-0.00330841 %)
39:29-17:18- 1.27011 (0.00905059 %)
39:29-34:36- 1.27011 (0.00905059 %)
39:34-31:28- 1.26996 (-0.00330841 %)
39:36-34:29- 1.27011 (0.00905059 %)
John Stevenson said:Using a ruler with 1/16" graduations they should line up every tooth.
Does this help
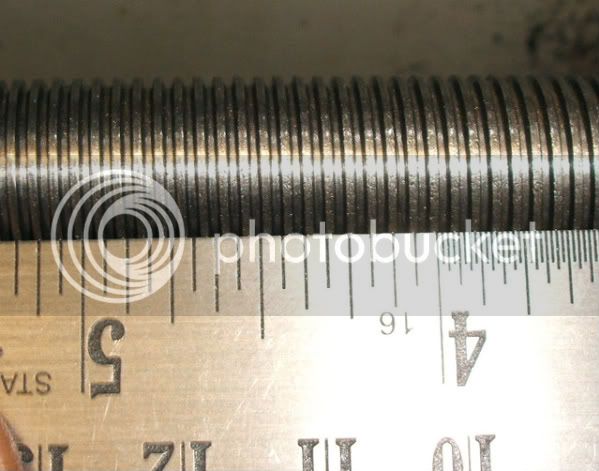
It appears the pitch is slightly less than 16 .............. and if it helps the gear wheels recommended for 1.75 pitch are 42 and 36
CC
Shot down in flames
I make it 17 as well. Can we have another picture with the metric side of the rule now please ?
1 divided by 17 is 0.0588" per pitch, now multiply this by 25.4 and we get 1.4941 which is bloody close yo 1.5mm pitch given the 17tpi was only an eyeball figure.
So have you got a metric lathe or an imperial one with a wrong screw fitted ?
What does the chart say on the gearbox / end cover or wherever, another pic please.
I make it 17 as well. Can we have another picture with the metric side of the rule now please ?
1 divided by 17 is 0.0588" per pitch, now multiply this by 25.4 and we get 1.4941 which is bloody close yo 1.5mm pitch given the 17tpi was only an eyeball figure.
So have you got a metric lathe or an imperial one with a wrong screw fitted ?
What does the chart say on the gearbox / end cover or wherever, another pic please.
Looks like it's Metric John .............. good call

So the leadscrew seems to be 1.5 pitch .............. but where does that leave (or take) me in terms of SPT ???
The hand wheels are calibrated in thou's (or 0.0254mm) hence the reason I believed it to be an imperial machine.
CC
So the leadscrew seems to be 1.5 pitch .............. but where does that leave (or take) me in terms of SPT ???
The hand wheels are calibrated in thou's (or 0.0254mm) hence the reason I believed it to be an imperial machine.
CC
Bear with meJohn Stevenson said:Need a picture of the gearbox chart but I do have an idea now.
David Bailey :
CC;D
OK going to jump the gun as I'm certain I have it sussed.
It was what you said about using 42 /36 for 1.75 pitch.
Here's the chart from the Grizzly manual.

If yours is like this then you have the wrong leadscrew.
looking at the top section of the chart and given that you SHOULD have a 16 tpi screw then you can see that the 40 and 40 gears cancel out and as a and b are both 30 they also cancel out, basically in this configuration you have a 1:1 drive train.
Now 16 tpi is in slot 1 so slot 1 is a direct drive.
The proof now is setup the train as shown drop the box into slot 1 and for every turn of the chuck the saddle will move 1/16" on an imperial machine but I'll bet you that yor machines moves 1.5mm
Best to do this over a longer distance, say 4 turns which will be a 1/4" or 6mm Turning by hand will be best.
.
It was what you said about using 42 /36 for 1.75 pitch.
Here's the chart from the Grizzly manual.
If yours is like this then you have the wrong leadscrew.
looking at the top section of the chart and given that you SHOULD have a 16 tpi screw then you can see that the 40 and 40 gears cancel out and as a and b are both 30 they also cancel out, basically in this configuration you have a 1:1 drive train.
Now 16 tpi is in slot 1 so slot 1 is a direct drive.
The proof now is setup the train as shown drop the box into slot 1 and for every turn of the chuck the saddle will move 1/16" on an imperial machine but I'll bet you that yor machines moves 1.5mm
Best to do this over a longer distance, say 4 turns which will be a 1/4" or 6mm Turning by hand will be best.
.
JS
This is the chart on my lathe ............ which I believe is the same as you have posted

Sorry for the delay but we are running a bit late here tonight due to FIL problems : ........ so I'm eating tea with one hand and typing with the other
OK so if I understand this correctly I'm attempting to cut a 16 tpi thread by using the 2 x 30 change gears ??? ............. ........ so ......... now we come to the next minor problem ???
The theory is ..................
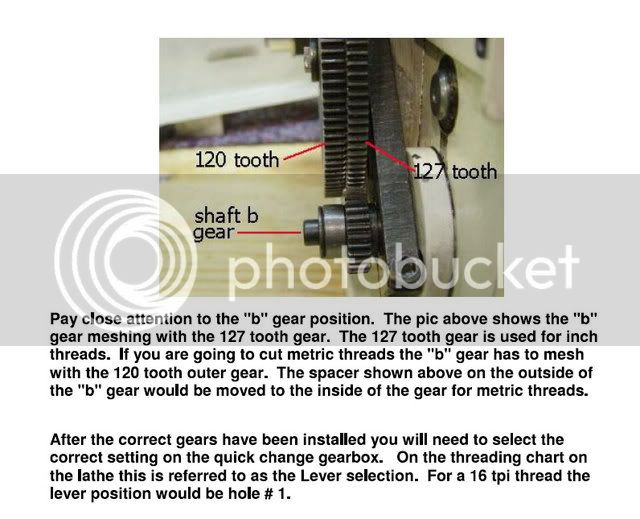
Unfortunately, at present, the "removable" boss on the shaft with gear "B" is proving a nad's awkward to remove so ......... gear B can't move "inward" to line up with gear "A" and mesh with the same wheel ............. please bear with me while I gradually move up the scale of "persuader's" :wall:
CC
This is the chart on my lathe ............ which I believe is the same as you have posted
Sorry for the delay but we are running a bit late here tonight due to FIL problems :
........ so I'm eating tea with one hand and typing with the other OK so if I understand this correctly I'm attempting to cut a 16 tpi thread by using the 2 x 30 change gears ??? .............
........ so ......... now we come to the next minor problem ???The theory is ..................
Unfortunately, at present, the "removable" boss on the shaft with gear "B" is proving a nad's awkward to remove so ......... gear B can't move "inward" to line up with gear "A" and mesh with the same wheel ............. please bear with me while I gradually move up the scale of "persuader's" :wall:
CC
CC,
You have a metric lathe.
Look carefully at the pictures of the gear trains on my pic [ imperial ] and yours.
They are transposed, on 'mine' [ read grizzly ] the straight train is for imperial thread but on yours the straight train is for metric.
The 127 on yours is to cut imperial as it should be with a metric screw.
So to cut a 1.75 thread you bneed a 40 thru a 80 to another 40, coupled with a 42, driving a 36 thru an idler.
.
You have a metric lathe.
Look carefully at the pictures of the gear trains on my pic [ imperial ] and yours.
They are transposed, on 'mine' [ read grizzly ] the straight train is for imperial thread but on yours the straight train is for metric.
The 127 on yours is to cut imperial as it should be with a metric screw.
So to cut a 1.75 thread you bneed a 40 thru a 80 to another 40, coupled with a 42, driving a 36 thru an idler.
.
I see what you mean John 8) ......... now ........... once I can persuade this boss to co-operate we might be threading


At this moment in time I'm struggling to get the little beggar off the shaft ??? ...... If anyone has already "got this Tee Shirt" I'd appreciate any pointers
CC
At this moment in time I'm struggling to get the little beggar off the shaft ??? ...... If anyone has already "got this Tee Shirt" I'd appreciate any pointers
CC
John Stevenson said:small blowlamp, then a pry bar, then oh sod it , it's bedtime.
I've tried
1) gentle persuasion
2) "less than" gentle persuasion ............... that's basically a "slightly" bigger tapping stick :
3) all sorts of levering and prying coupled with gentle prying :-X
4) foul language and associated devil worship threats :big:
5) spitting and eye poking :-[
OK ............ we need help here guys 8) ........... It's late so I'm off to bed, I'll check back in tomorrow and I'm sure one of you bright sparks will have the problem solved by then
CC
kf2qd
Well-Known Member
- Joined
- Apr 1, 2008
- Messages
- 586
- Reaction score
- 76
CrewCab said:I've tried
1) gentle persuasion
2) "less than" gentle persuasion ............... that's basically a "slightly" bigger tapping stick :
3) all sorts of levering and prying coupled with gentle prying :-X
4) foul language and associated devil worship threats :big:
5) spitting and eye poking :-[
Sounds about like you've got the process down.
Actually - it might be rather tight on the key as well as the shaft, so it might be easier - at least the first time... to loosen things up so the shaft can move through the collar and then finish up by prying the collar off.