Cedge
Well-Known Member
- Joined
- Jul 12, 2007
- Messages
- 1,730
- Reaction score
- 29
I mentioned this project had begun on another thread. I was determined to get shots of the engine as it progressed but I still got more engrossed in cutting metal than in taking photos. It finally dawned on me that the camera was sitting there for more than the irritation factor it created by being in the way...LOL.
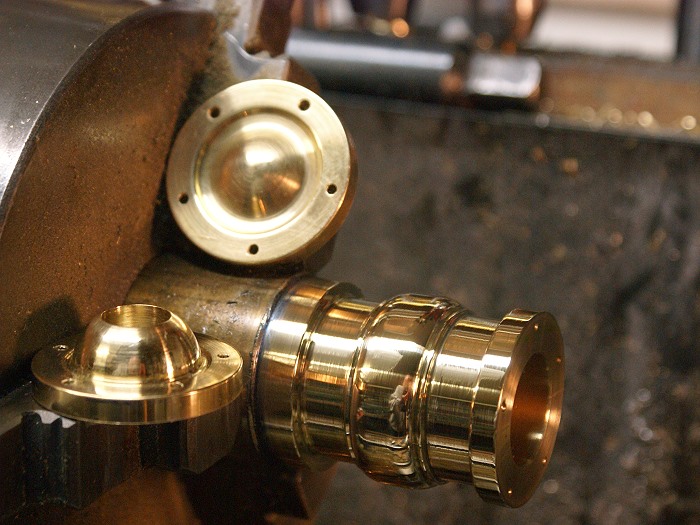
The engine is an odd style of oscillator that rocks in a radius instead of up against a flat steam chest surface. The cylinder will pivot within this radius to allow port switching as the crank moves the cylinder rod in a circular motion.
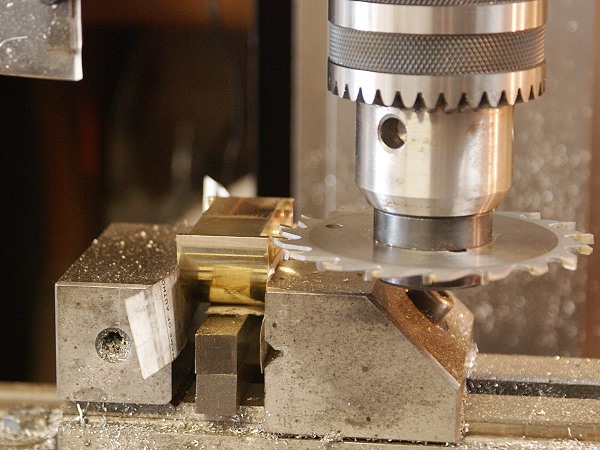
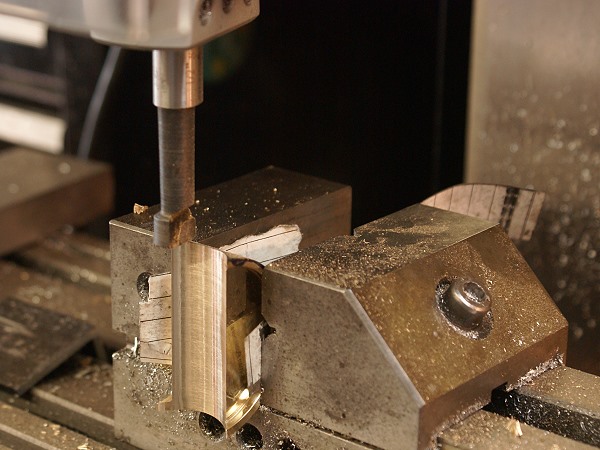
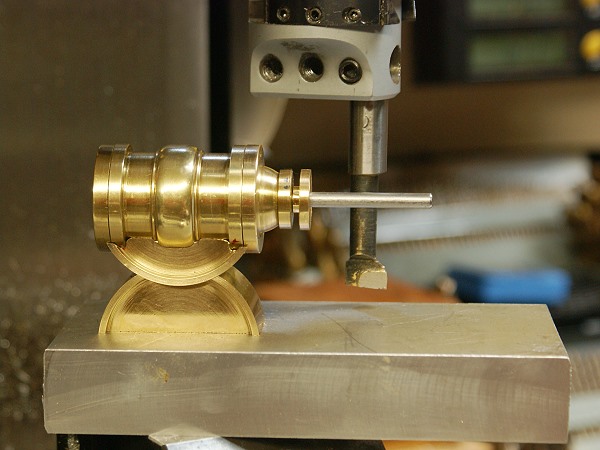
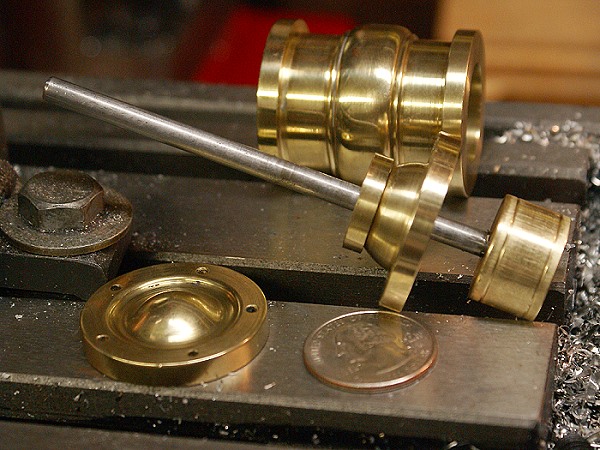
Below is the cylinder prior to adding the pivot points and the end caps, one of which will soon be fitted as the stuffing box. The end cap contours were cut with a ball cutting tool and a hand made gravier. The Cylinder contours were cut using a series of triangular and bastard files. Everything was then sanded with papers from 100 to 2500 grit and finished off with metal polish. The bore is 13/16" and the stroke is 1 inch on this engine. 13/16 was Hobson's choice once the boring bar chattered its way past the 3/4" mark. Honing the cylinder was done using 600 and 2500 sand paper and a piece of wooden dowel rod.
Below you'll find my photos of the engine I'm working form, my 3d rendering and the parts I'm making so far.
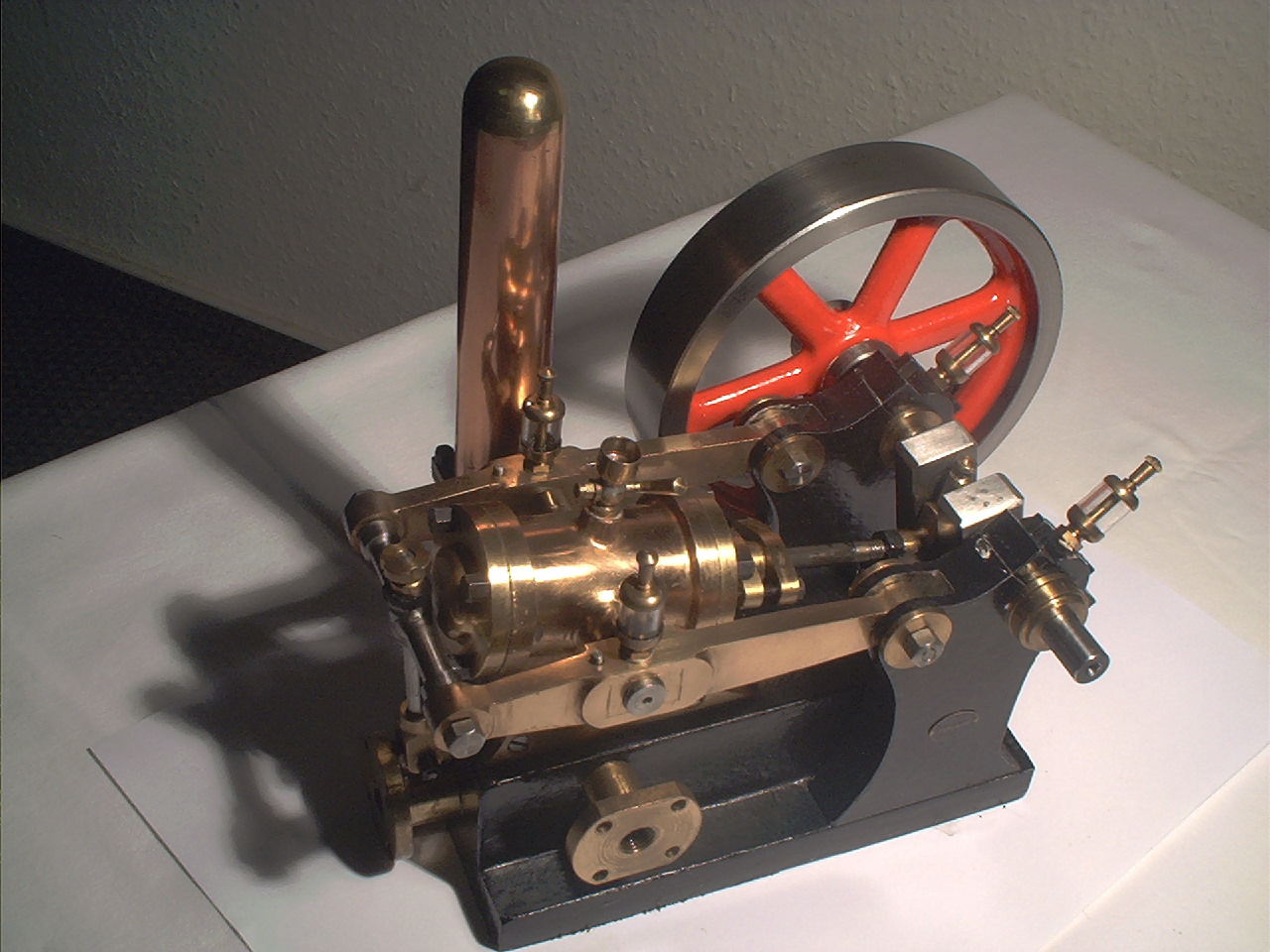

The engine is an odd style of oscillator that rocks in a radius instead of up against a flat steam chest surface. The cylinder will pivot within this radius to allow port switching as the crank moves the cylinder rod in a circular motion.
Below is the cylinder prior to adding the pivot points and the end caps, one of which will soon be fitted as the stuffing box. The end cap contours were cut with a ball cutting tool and a hand made gravier. The Cylinder contours were cut using a series of triangular and bastard files. Everything was then sanded with papers from 100 to 2500 grit and finished off with metal polish. The bore is 13/16" and the stroke is 1 inch on this engine. 13/16 was Hobson's choice once the boring bar chattered its way past the 3/4" mark. Honing the cylinder was done using 600 and 2500 sand paper and a piece of wooden dowel rod.
Below you'll find my photos of the engine I'm working form, my 3d rendering and the parts I'm making so far.

 ) I can't wait to see how this one comes together.
) I can't wait to see how this one comes together.