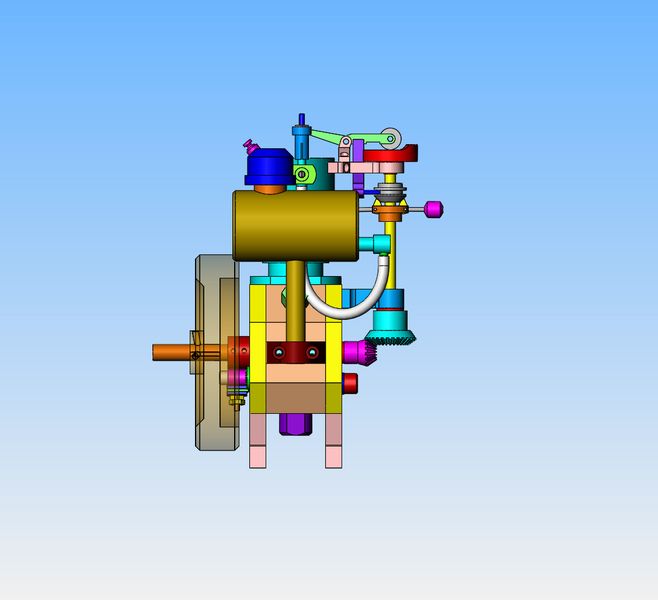
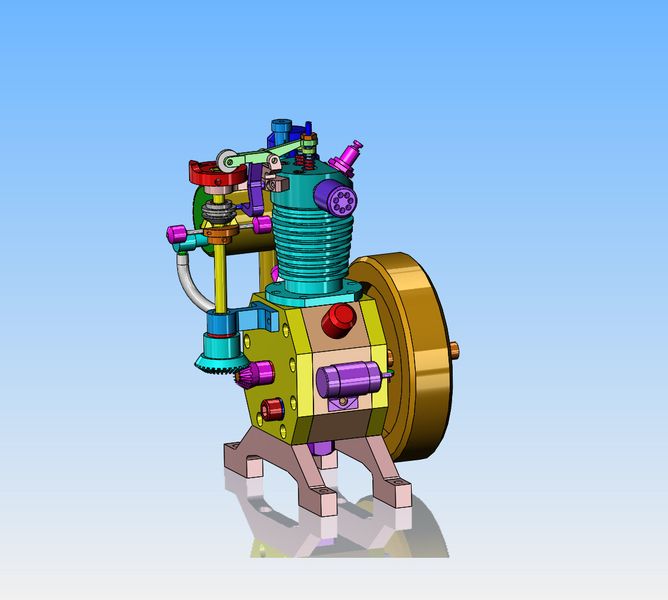
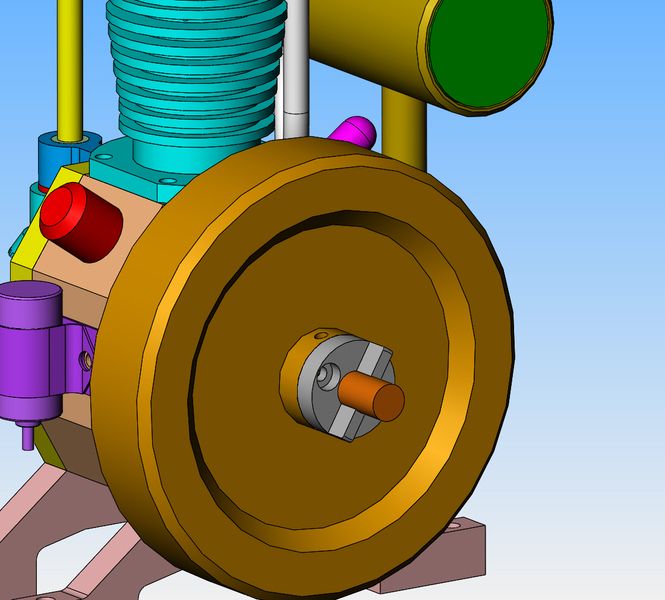
Today was major assembly and gasket day. Everything was calculated to have the outside to outside measurement of the crankshaft hubs to match the inside dimensions of the side-plates and bearings, with the cylinder being exactly in the center. It was close---really close, but no cigar. However, I knew that by the time I put a 0.030" gasket between the side-plates and center section, that it would free up a bit of room. It did, everything cleared and went round and round. I was afraid that I was going to break the cast iron rings when trying to put them on the piston. 10w30 oil saved the day, and I got them on VERY carefully. Then came the question of how in heck do I compress the rings so I can get the piston into the cylinder. This lead to dismounting the cylinder, putting it up in the lathe, and turning a 30 degree internal chamfer on the end which sets closest to the engine. That worked, as with a good deal of butt-clenching I tapped the piston with rings mounted on it into the cylinder (again with lots of 10w30 oil. So--Engine is assembled and everything clears when I turn it over by hand. All I have left to do on the engine is to make the counterweights which mount on the crankshaft.

Verical hit and miss engine
- Thread starter Brian Rupnow
- Start date