Here is a description of the fixture and procedure I used for making two-throw cranks for six modified Upshur twins I am building. It is a marked departure from the well-known technique of making offset center holes in each end of the stock. The only times center support was used was for turning the main journals and shafts, and the inner end was always held and driven using a collet, not a headstock center and dog. I rarely ever turn between two centers.
1. Using conventional chucking techniques, I turned up eight slugs (two extras) like the proverbial Monty Python dinosaur - skinny at one end, fat in the middle, and skinny at the other end. The skinny ends were left oversized for finish turning to main journal and shaft sizes once the throws were complete. One skinny end was temporarily threaded for a nut to pull it into the fixture. The root diameter of the thread was bigger than the finish diameter of the shaft.
2. I cut a notch in the corner of each slug in the mill. The notch is a close fit to a dowel pin in the face of the fixture, and is for transferring the driving torque and allowing repeatable removal and replacement of the cranks-to-be.
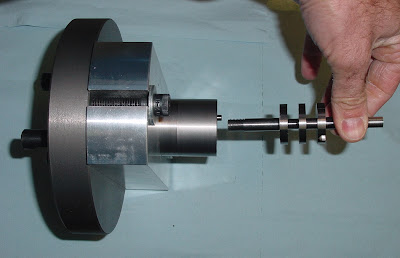
3. I built a fixture based on a cheap Asian D1-3 chuck backplate to hold each slug for turning the throws. A nut in a counterbore in the back pulls the slug hard against the face of the fixture, making a very stiff setup. Stiffness is critical for making the turning fast and easy. The fixture can be offset left and right for each throw, plus it has a center position for facing and boring the fixture to accept the slugs. Dowels between the back of the aluminum cross-bar and iron back-plate give good locational precision and accuracy for the offsets. Obviously, I have to have decent control of the nascent shaft ODs that fit in the fixture.
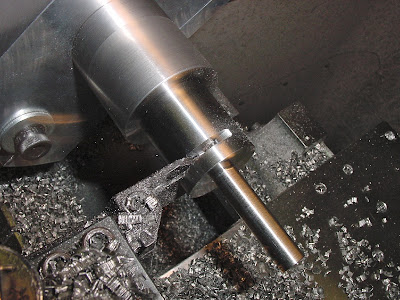
4. The throw furthest from the fixture was turned first, relying on the main body of the slug to provide stiffness.
Then, the inner throw was turned.
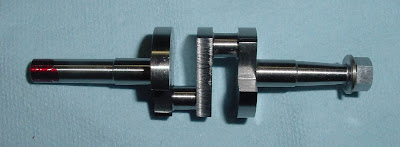
These are the cranks before profiling the webs or finishing of the main journals and shafts. I made two extras.
5. The cranks were transferred back to the mill for profiling of the webs.
6. The cranks were transferred back to the lathe for finishing the main journals and shafts to size, turning the tapered seats for the flywheels (one of my many deviations from Upshur's plans), and left-hand-threading of the stubs for the flywheel nuts. The turning had to be gentle, because cutting the throws ruined the stiffness. Sorry, I don't have pictures of the finished cranks yet.
I used 1144 (LaSalle Stress-Proof) to make the cranks. The fixture materials consist of cast iron for the back plate, 6061 aluminum for the cross bar, and a steel cylinder shrunk-fit into the aluminum.






.jpg")
")