putputman
Senior Member
- Joined
- Nov 22, 2008
- Messages
- 600
- Reaction score
- 55
I am building a tool post grinder and am trying to make pulleys that will give me a particular speed on the grinding wheel. My target is 6600 rpm on the driven spindle. The motor spindle speed is about 8800. The motor specifies 7000 rpm at full load.
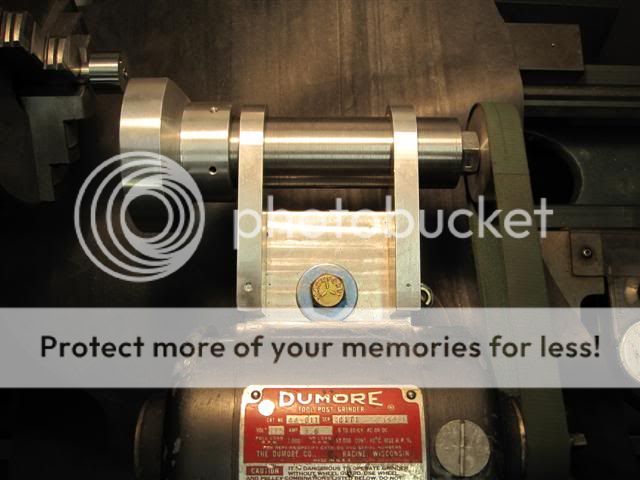
This is where I am at this point. I built a couple pulleys with o-ring grooves. I will use two 3/16 dia. o-rings for drivers. The pulley on the motor is 1" and the pulley on the spindle is 3" (2"wrong). These are the O.D. of the pulleys and there is are 3/16 dia grooves 094 into each pulley. I purchase o-rings that fit the grinder.

After mounting the unit on the lathe and powering it up I let it run for awhile to see if the bearing where adjusted OK and the motor run OK. It is a used motor. Everything seems OK to go.
Next I checked the rpm of the motor & spindle. Motor = 8800. Spindle = 3000.
This is where I need help. I want to achieve 6600 rpm on the spindle and be able to do it using the same o-rings that I have and the center distance is fixed between the motor and spindle.
What should the dia. of the driver and the driven pulleys be to accomplish this. It looks like it should be a simple algebra problem but both pulleys have to change in order to use the existing o-rings. Got my head swimming. ??? ???
Marv probably has a program already set up for this but I can't determine which one it is.
This is where I am at this point. I built a couple pulleys with o-ring grooves. I will use two 3/16 dia. o-rings for drivers. The pulley on the motor is 1" and the pulley on the spindle is 3" (2"wrong). These are the O.D. of the pulleys and there is are 3/16 dia grooves 094 into each pulley. I purchase o-rings that fit the grinder.
After mounting the unit on the lathe and powering it up I let it run for awhile to see if the bearing where adjusted OK and the motor run OK. It is a used motor. Everything seems OK to go.
Next I checked the rpm of the motor & spindle. Motor = 8800. Spindle = 3000.
This is where I need help. I want to achieve 6600 rpm on the spindle and be able to do it using the same o-rings that I have and the center distance is fixed between the motor and spindle.
What should the dia. of the driver and the driven pulleys be to accomplish this. It looks like it should be a simple algebra problem but both pulleys have to change in order to use the existing o-rings. Got my head swimming. ??? ???
Marv probably has a program already set up for this but I can't determine which one it is.